[:de]Wann rechnet sich eine Durchsatzüberwachung?[:en]When does a flow monitoring or dosing unit pay off?[:]
[:de]Im Bereich der Materialzuführung zu einem Extruder gibt es auf dem Markt eine Vielzahl unterschiedlicher Systeme. Ausgehend von einer zentralen Förderanlage, oder einzelnen Saugförderern wird das Kunststoffgranulat im einfachsten Fall lediglich in einem kleinen Speicher – dem Trichter – vorgehalten, damit stets gewährleistet ist, dass in der laufenden Produktion ausreichend Material zur Verfügung steht, welches der Extruder über die Schnecke einziehen kann. In weiteren Ausbaustufen lässt sich der Trichter um Messeinrichtungen erweitern, die den Massestrom direkt oder indirekt ermitteln. Werden mehrere Rohmaterialien auf einem Extruder gleichzeitig verarbeitet, so können diese Systeme um weitere Kammern bzw. Trichter für unterschiedliche Rohmaterialien und entsprechende Mischkammern erweitert werden. Abhängig von den Anforderungen der hergestellten Produkte und der damit verbundenen Materialzusammensetzung, können entsprechend hohe Komplexitätsgerade entstehen. Es ist leicht vorstellbar, dass mit eben diesen Komplexitätsgraden auch entsprechend unterschiedliche Investitionskosten verbunden sind. Im folgenden möchten wir Ihnen einen kurzen Überblick über allgemeine technische Lösungsansätze geben und auch Denkanstöße vermitteln, die Notwendigkeit und Wirtschaftlichkeit der unterschiedlichen Systeme zu bewerten.
Die folgende Abbildung zeigt zwei einfache Systeme zur Ermittlung des aktuellen Massestroms bzw. Durchsatzes. Das auf der linken Seite dargestellte System zeigt eine volumetrische Durchsatzüberwachung. Hierbei muss die Schüttdichte [kg/m³] des Materials bekannt sein. Durch das Wissen der Förderschneckengeometrie und der Drehzahl, kann ein Volumenstrom berechnet werden. Setzt man die Schüttdichte nun mit dem Volumenstrom ins Verhältnis, so erhält man den Massestrom des verarbeiteten Kunststoffgranulates.
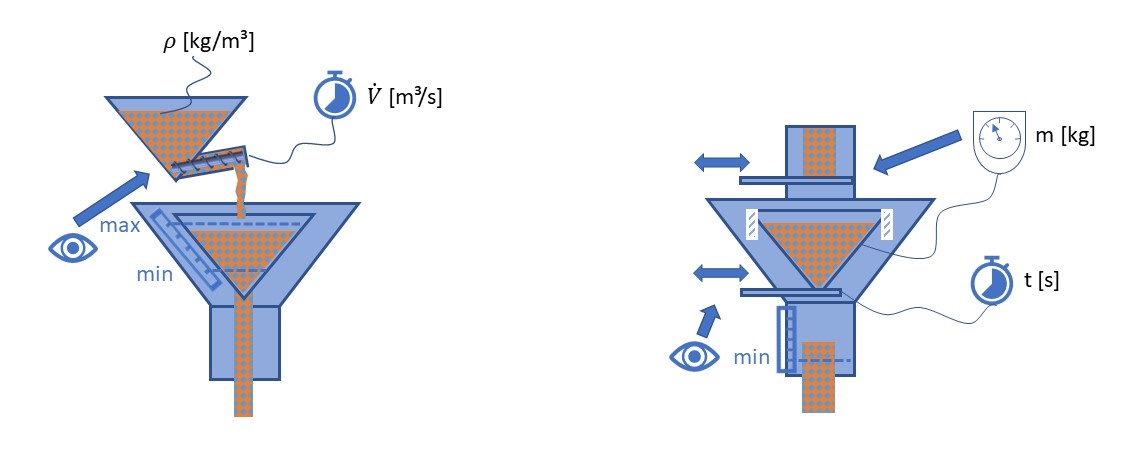
Das auf der rechten Seite dargestellte System zeigt eine gravimetrische Durchsatzüberwachung. Über eine verbaute Wiegezelle kann hier die Masse bzw. die Masseabnahme des im Wiegetrichter befindlichen Materials direkt gemessen werden. Durch die zusätzliche Messung der Zeit zwischen den Füllvorgängen kann der Durchsatz direkt ermittelt werden. Anders als beim volumetrischen System ist keine Angabe der Schüttdichte möglich. Somit ist das gravimetrische System in der Lage den Massedurchsatz mit einer höheren Genauigkeit anzugeben. Die meist geringfügig schwankende Schüttdichte muss hier nicht angegeben werden, die verarbeitete Masse wird hier direkt gemessen. In der Regel überwiegt dieser Genauigkeitsunterschied den geringfügig höheren Investitionskosten der gravimetrischen Durchsatzüberwachungslösung.
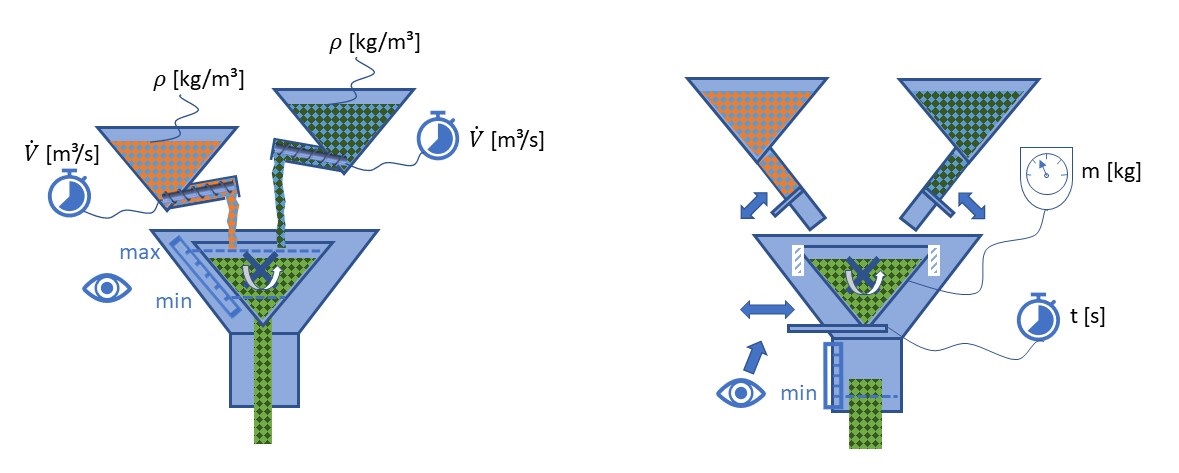
Kommt zusätzlich noch die Anforderung hinzu mehrere Komponenten miteinander vermischen zu wollen, so steigert sich wie bereits angesprochen der Komplexitätsgrad und auch das Investitionsvolumen. Grundsätzlich haben volumetrische Dosiersysteme einen meist geringeren Investitionsbedarf, jedoch auch eine geringere Genauigkeit bezüglich der Dosiergüte der Einzelkomponenten. Die nachfolgende Abbildung zeigt auf der linken Seite den prinzipiellen Aufbau eines volumetrischen Dosiersystems und auf der rechten Seite den eines gravimetrischen Systems. Die zuvor bereits beschriebenen Grundprinzipien unterscheiden sich jedoch nicht.
Auf der Basis der grundsätzlich auf dem Markt verfügbaren Mess- und Dosiervarianten, sollen nun wie angekündigt die produktiven und wirtschaftlichen Hintergründe näher beleuchtet werden.
In der Kunststoffverarbeitung stellt das Ausgangsmaterial mit Abstand den größten Kostenfaktor dar. Je nach Betrieb und Produkt macht dieser zwischen 40 und 70 % der Gesamtkosten aus, wobei im Allgemeinen ein hoher Materialkostenanteil an den Gesamtkosten natürlich erstrebenswert ist. Kosten für Strom und Energie bewegen sich in der Regel zwischen zwei und zehn Prozent an den Gesamtkosten des Produktes. Die übrigen Anteile fallen für Maschinenstunden, Personal, Miete, etc. an. Dementsprechend bietet das Einsparen von Material innerhalb der Wertschöpfungskette hohes Potential für eine nachhaltige Produktionskostensenkung sowie eine verbesserte Ressourceneffizienz. Das nachfolgende Beispiel soll verdeutlichen, dass bereits die simple Messung des Durchsatzes ein großes Potential für die Identifikation und Ausschöpfung von Einsparpotentialen bietet und zusätzlich wertvolle Informationen zur Beurteilung des Extrusionsprozesses liefert.
Sowohl in der Rohr- als auch in der Profilextrusion ist die Wandstärke des Endproduktes ein wichtiges Qualitätskriterium. Diese wird in der Regel jedoch lediglich an einigen über den Halbzeugquerschnitt verteilten Stützstellen gemessen. Somit ist zwar sichergestellt, dass die grundsätzliche Geometrie den Zeichnungs- bzw. Endkundenanforderungen genügt, eine direkte Verknüpfung zum wirtschaftlich äußerst relevanten Metergewicht ist hierdurch jedoch nicht möglich. Vor diesem Hintergrund ist leider oft zu beobachten, dass die Halbzeuge zwar grundsätzlich entsprechend der Wanddickentoleranzen hergestellt werden, hierbei jedoch eine Vergleichsgröße fehlt, um einzuschätzen wie Materialeffizient die momentanen Einstellungen tatsächlich sind. Die folgende Abbildung soll diese Zusammenhänge verdeutlichen.
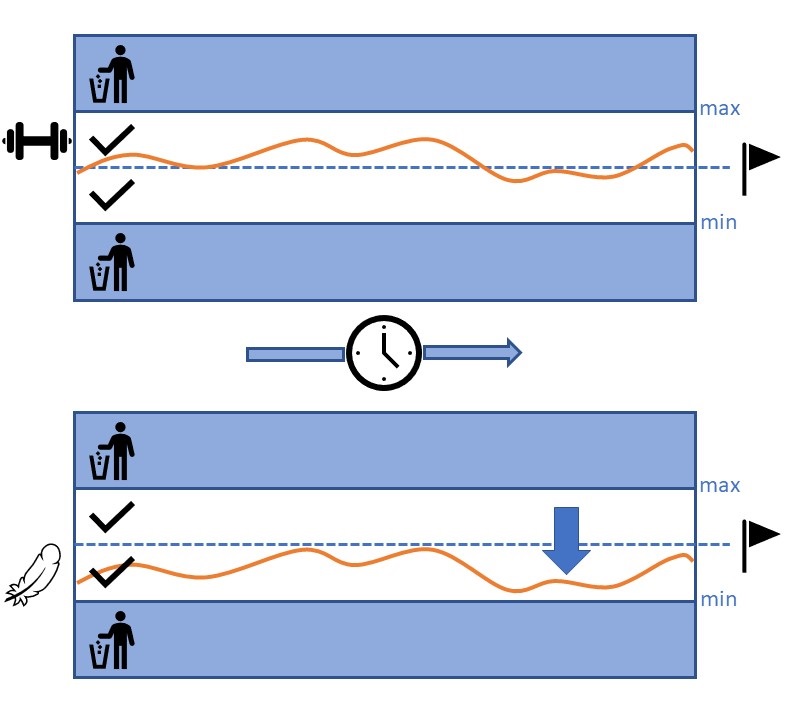
Der obere Teil der Abbildung zeigt in orange den Istwertverlauf einer Wanddickenmesstelle in Relation zum Toleranzfenster. Der Istwertverlauf befindet sich zwar innerhalb des Toleranzfensters, jedoch wird deutlich, dass ein signifikanter Abstand zur minimalen Toleranz besteht. Im unteren Teil der Abbildung wird deutlich, dass durch eine Anpassung der Einstellung eine deutliche Anpassung hin zur unteren Toleranzgrenze möglich ist. Somit besteht die Möglichkeit einen entsprechenden Anteil an Material einzusparen.
Werden kritische Wandstärken des Halbzeuges gemessen und ist das Soll-Metergewicht bekannt, so kann mit Hilfe einer Durchsatzerfassung ein vorhandenes Einsparungspotential ausgeschöpft werden. Die Durchsatzmessung direkt an der Extrusionslinie ermöglicht stets den Abgleich zwischen dem aktuellen und dem geforderten Metergewicht. Um dieses zu erreichen, können die Wanddicken nach Möglichkeit bis auf die jeweiligen Minimalwerte herabgesengt werden. Der eigentliche Effekt dieser Inlinemesstechnik besteht somit darin Transparenz für den Maschinenbediner direkt an der Linie zu schaffen. Der Bediener erhält eine direkte und äußerst einfache Möglichkeit zu prüfen, ob die aktuelle Produktion unter optimalen Rahmenbedingungen hinsichtlich des Materialverbrauchs durchgeführt wird. In der Regel können Einsparungen in der Größenordnung um 10% Materialgewicht durch diese Möglichkeit realisiert werden. Einfache gravimetrische Systeme zur Durchsatzüberwachung liegen im niedrigen vierstelligen Investitionsbereich. Durch dieses Verhältnis ergeben sich meist Amortisationszeiten von wenigen Wochen bis hin zu wenigen Monaten. Zusätzlich können Informationen über die Prozessstabilität gewonnen werden, die wiederum im Rahmen einer Prozessanalyse zur Ergründung weiterer Produktivitätssteigerungen verwendet werden können. Interessant ist z.B. die Analyse in welcher Größenordnung der Durchsatz eines Extruders in Abhängigkeit von der Zeit schwankt. Auch kann analysiert werden, ob sich das Verhältnis von Schneckendrehzahl zu Durchsatz in einem konstanten Bereich bewegt, oder ob es hier zu Abweichungen kommt. Eben diese Zusammenhänge sind für die Prozessanalyse und Prozessoptimierung essentiell und stellen somit einen weiteren Benefit zur reinen Materialeinsparung dar.
Differenzierter muss dieses Verhältnis natürlich betrachtet werden, wenn über komplexere Systeme zur Dosierung diskutiert wird. Diese unterscheiden sich abhängig von der eingesetzten Technik (z.B. volumetrisch oder gravimetrisch) deutlich vom Investitionsumfang.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Excel-Tools sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.[:en]In the field of material feeding to an extruder, there are a variety of different systems on the market. Starting from a central conveyor system or individual vacuum conveyors, the plastic granulate is stored in the simplest case only in a small storage tank – the hopper – so that it is always ensured that sufficient material is available for the extruder to feed through the screw during production. In further expansion stages, the hopper can be expanded with measuring devices that determine the mass flow directly or indirectly. If several raw materials are processed on one extruder at the same time, these systems can be expanded by additional chambers or hoppers for different raw materials and corresponding mixing chambers. Depending on the requirements of the manufactured products and the associated material composition, correspondingly high complexity lines can arise. It is easy to imagine that these levels of complexity also entail correspondingly different investment costs. In the following we would like to give you a brief overview of general technical solutions and also provide food for thought to evaluate the necessity and cost-effectiveness of the different systems.
The following figure shows two simple systems for determining the current mass flow or throughput. The system shown on the left shows volumetric flow monitoring. The bulk density [kg/m3] of the material must be known. By knowing the screw conveyor geometry and the speed, a volume flow can be calculated. By comparing the bulk density with the volume flow rate, the mass flow of the processed plastic granulate is calculated.
The system shown on the right shows a gravimetric flow monitoring. Using a built-in weighing cell, the mass or decrease in mass of the material in the weighing funnel can be measured directly. Through the additional measurement of the time between filling operations, the throughput can be determined directly. Unlike the volumetric system, it is not necessary to specify the bulk density. Thus, the gravimetric system is able to indicate the mass flow rate with a higher accuracy. The mostly slightly fluctuating bulk density does not have to be specified here, the processed mass is measured here directly. This difference in accuracy usually outweighs the slightly higher investment costs of the gravimetric throughput monitoring solution.
If there is also the requirement to mix several components together, as already mentioned, the degree of complexity and also the investment volume increases. In principle, volumetric dosing systems usually have a lower investment requirement, but also a lower accuracy with regard to the dosing quality of the individual components. The following figure shows on the left the basic structure of a volumetric dosing system and on the right that of a gravimetric system. However, the basic principles described above do not differ.
On the basis of the measurement and dosing variants generally available on the market, the production and economic background will now be examined in more detail as announced.
In plastics processing, the raw material is by far the biggest cost factor. Depending on the company and product, it accounts for between 40 and 70% of the total cost, although in general a high proportion of the total cost of materials is desirable. Costs for electricity and energy usually range between two and ten percent of the total cost of the product. The remaining shares are for machine hours, personnel, rent, etc. Accordingly, saving materials within the value chain offers great potential for a sustainable reduction in production costs as well as improved resource efficiency. The following example is intended to illustrate that the simple measurement of the throughput already offers a great potential for identifying and exploiting savings potentials and also provides valuable information for evaluating the extrusion process.
In both pipe and profile extrusion, the wall thickness of the final product is an important quality criterion. However, this is usually measured only at a few support points distributed over the semi-finished product cross-section. Thus, although it is ensured that the basic geometry meets the drawing or end customer requirements, a direct link to the economically extremely relevant weight per meter is not possible. Against this backdrop, it is unfortunately often observed that the semi-finished products are generally manufactured according to the wall thickness tolerances, but there is a lack of a comparator to assess how material-efficient the current settings actually are. The following figure is intended to illustrate these relationships.
The upper part of the picture shows in orange the actual value of a wall thickness measuring point in relation to the tolerance window. Although the actual value is within the tolerance window, it is clear that there is a significant distance to the minimum tolerance. In the lower part of the figure it is clear that by adjusting the setting a clear adjustment towards the lower tolerance limit is possible. Thus it is possible to save a corresponding proportion of material.
If critical wall thicknesses of the semi-finished product are measured and the target weight per meter is known, an existing savings potential can be exploited with the help of a flow measurement. The flow measurement directly on the extrusion line always allows the comparison between the current and the required metre weight. To achieve this, the wall thicknesses can be reduced to the respective minimum values if possible. The real effect of this inline measurement technique is thus to create transparency for the machine operator directly on the line. The operator is given a direct and extremely easy way to check whether the current production is being carried out under optimal conditions in terms of material consumption. As a rule, savings in the order of 10% material weight can be realized by this option. Simple gravimetric systems for flow monitoring are in the low four-digit investment range. This ratio usually results in amortization periods ranging from a few weeks to a few months. In addition, information on process stability can be obtained, which in turn can be used as part of a process analysis to determine further productivity increases. It is interesting, for example, to analyze in which order of magnitude the throughput of an extruder varies as a function of time. It is also possible to analyse whether the ratio of screw speed to throughput is in a constant range, or whether there are deviations here. These relationships are essential for process analysis and process optimization and thus represent a further benefit to pure material savings.
This relationship must of course be considered in a more differentiated way when discussing more complex dosing systems. Depending on the technology used (e.g. volumetric or gravimetric), these differ significantly from the amount of investment.
Register here (free of charge) as a premium member and gain access to our download area. There you will different tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.[:]