[:de]Die 3 wichtigsten Extruderschnecken – Bauweisen, Einsatzbereiche, Vor- und Nachteile[:en]The 3 most important extruder screws – design, fields of application, advantages and disadvantages[:]
[:de]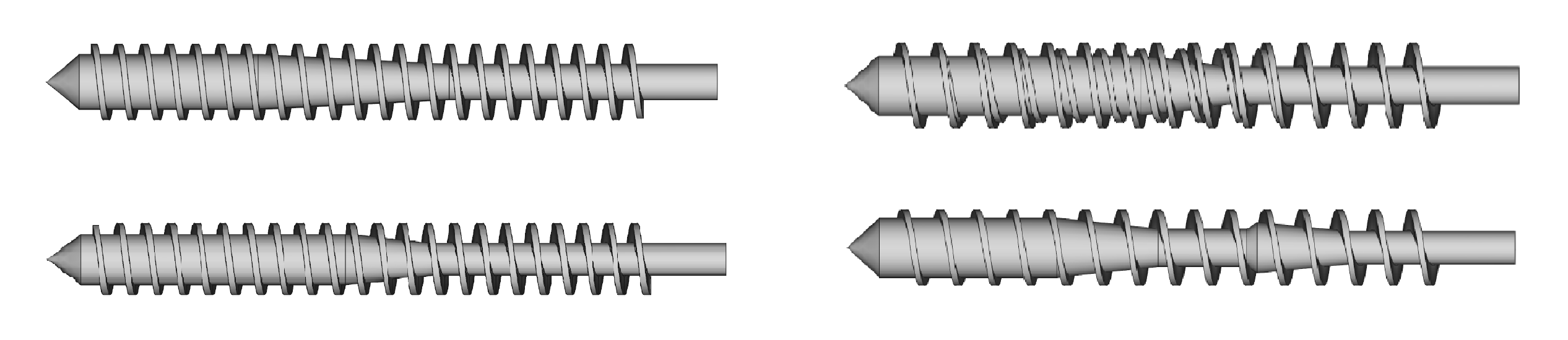
Die Schnecke eines Extruders gilt als das “Herzstück” der Maschine und kann einen wesentlichen Einfluss auf die erreichbare Produktqualität, den erreichbaren maximalen Durchsatz sowie die Effizienz der Produktionsanlage ausüben. Es existieren unterschiedliche grundsätzliche Konzepte des Schneckendesigns, die verschiedene Vor- und Nachteile mit sich bringen.
In Extrudern wird der Kunststoff-Rohstoff im wesentlichen durch Umwandlung von Reibung (Friktion) in Wärme (thermische Energie) verflüssigt (plastifiziert). Diese Umwandlung von mechanischer Energie in thermische Energie (als Dissipation) bezeichnet wird hauptsächlich durch das Design der Schnecke beeinflusst. Zur Erreichung einer möglichst großen Aufschmelzleistung ist es notwendig, möglichst viel Friktion im Extruder zu erzeugen. Gleichzeitig führt eine hohe Friktion aber auch zu starken mechanischen Beanspruchungen der Schmelze, zu einer starken Temperaturentwicklung sowie hohen Reibkräften (Verschleiß).
Ziel bei der Auslegung einer Schnecke ist es somit, einen Kompromiss zwischen hoher Aufschmelzleistung und schonender Verarbeitung zu finden.
Weitere Ziele sind:
- gutes Förderverhalten für Feststoff (Granulat, Pulver, Flakes) im Einzugsbereich
- gutes Förderverhalten für Schmelze
- gute Plastifizierleistung
- gute thermische Homogenisierleistung
- gute stoffliche Homogenisierleistung
- Vermeidung von Materialschädigung
- große Verarbeitungsbandbreite
- gutes Reinigungsverhalten
- (ggf. Entgasung)
Zur Erreichung der oben genannten Ziele werden unterschiedliche Schneckentypen eingesetzt, wobei die häufigsten Systeme den Obergruppen
- 3-Zonen-Schnecke,
- Barriereschnecke sowie
- Entgasungsschnecke
zugeordnet werden können.
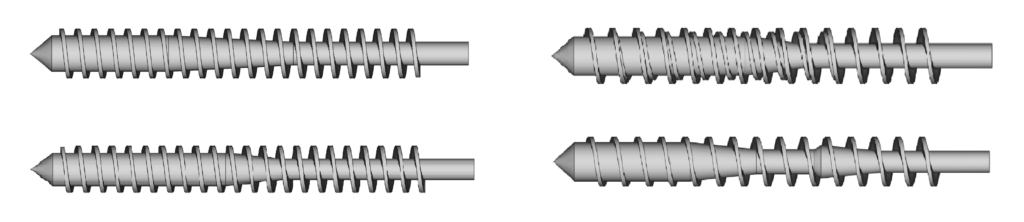
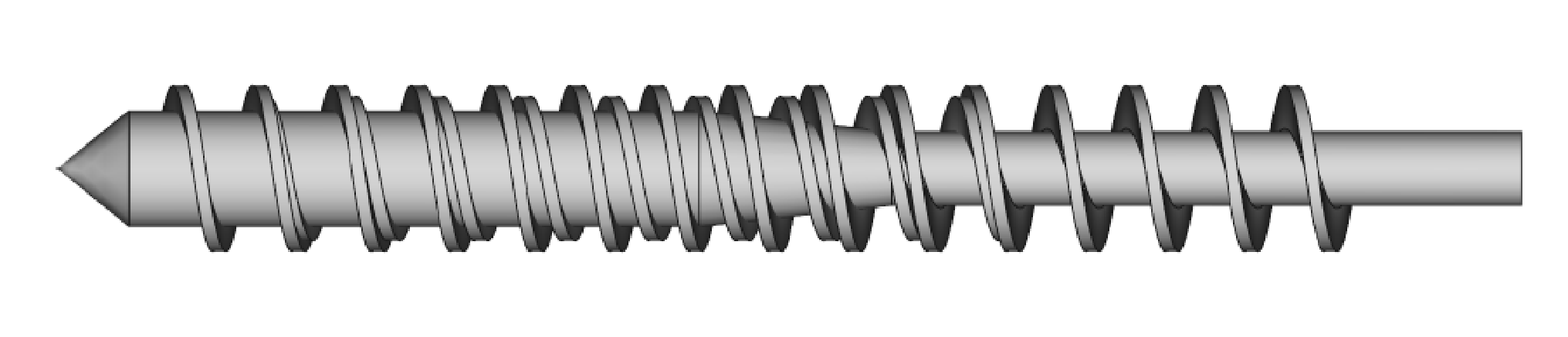
Die 3-Zonen Schnecke ist heute der Standard für den größten Teil der Kunststoffverarbeitung und wird für unterschiedlichste Materialien eingesetzt. Im Bereich der Verarbeitung von scherempfindlichen Materialien (z.b. PVC) kommen jedoch oft Sonderformen mit verringerter Kompression, im Bereich von stark kristallinen Kunststoffen auch häufig Sonderbauformen mit erhöhter Kompression zum Einsatz. Dennoch gilt die 3-Zonen Schnecke als klassischer Allrounder im Bereich der Extrusionsschnecken. Zur Verbesserung der Homogenisierug werden 3-Zonen Schnecken oft mit unterschiedlichen Mischteilen, zum Beispiel Rautenmischern oder Wendelschermischteilen kombiniert.
3-Zonen-Schnecke
Die 3-Zonen Schnecke besteht grundsätzlich aus den 3-Zonen:
- Einzugszone
- Kompressionszone
- Ausstoßzone (Meteringzone)
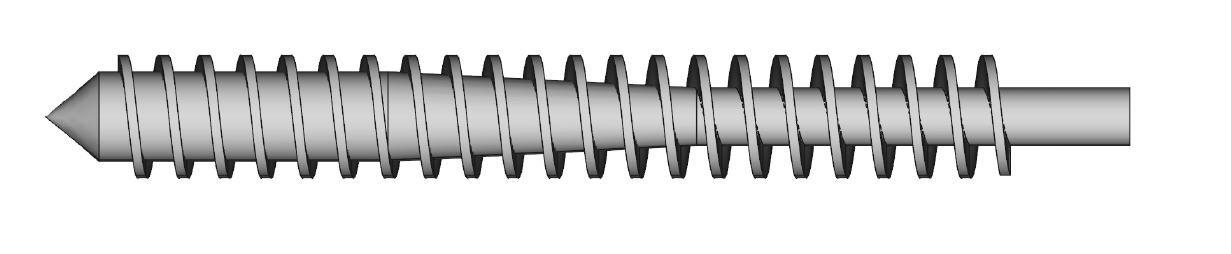
Im Bereich der Einzugszone ist der Kerndurchmesser der Schnecke gering, so dass das Material gut in den Schneckenkanal einrieseln kann und ohne starke Friktion in Achsrichtung transportiert und gleichzeitig kompaktiert werden kann. Im Bereich der Kompressionszone nimmt der Kerndurchmesser der Schnecke kontinuierlich zu, so dass das freie Volumen abnimmt, die Friktion erhöht wird und Druck aufgebaut werden kann. Innerhalb der Kompressionszone findet der wesentliche Aufschmelzvorgang statt. In der anschließenden Meteringzone in der der Kerndurchmesser der Schnecke konstant den maximalen Wert beibehählt, wird das Material ausgestoßen und homogenisiert.
Entgasungsschnecke
Wenn beim Aufschmelzen des Materials unzulässige Mengen an flüchtigen Bestandteilen entstehen, beispielsweise Monomere, Dämpfe, Gase oder Lösungsmittel ist es oft sinnvoll das Material im Extruder zu entgasen. Dazu werden spezielle Entgasungsextruder mit einer zusätzlichen Entgasungsöffnung und einer speziellen Entgasungsschnecke eingesetzt. Eine Entgasungsschnecke verfügt hinter der Kompressionszone über einen Bereich, in dem der Kerndurchmesser der Schnecke wieder abnimmt, so dass der aufgebaute Druck entspannt wird und die flüchtigen Bestandteile über eine Öffnung im Zylinder abgelassen (bzw. abgesaugt) werden können. Anschließend folgt eine zweite Kompressions- sowie die eigentliche Meteringzone.
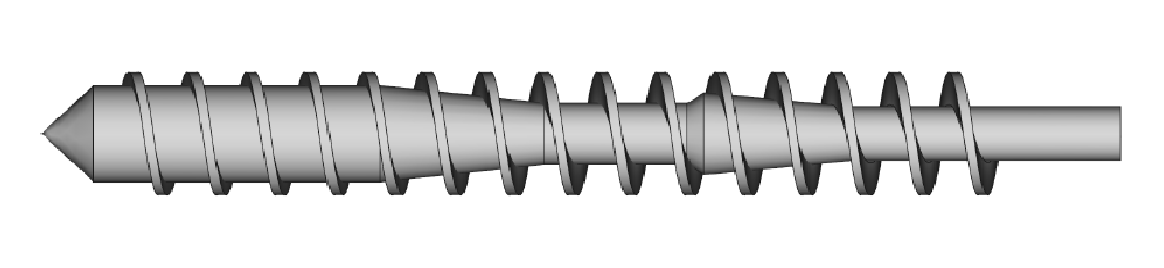
Entgasungschnecken werden überall dort eingesetzt, wo flüchtige Bestandteile der Schmelze entzogen werden sollen, insbesondere auch bei der Verarbeitung von Rezyklaten (z.B. PET-Flakes).
Barriereschnecke
Die Barriereschnecke gehört heute zu den am häufigsten eingesetzten Schneckentypen und wird zur Verarbeitung unterschiedlichster Materialien vom klassischen Polyolefin bis hin zum technsichen Thermoplast eingesetzt. Die Besonderheit der Barriereschnecke ist das Vorhandensein eines zusätzlichen Schneckensteges in der Plastizifierzone, dem sogenannten Barrieresteg. Dieser zusätzliche Barrieresteg beginnt hinter der Einzugszone und verläuft mit einer stärkeren Steigung durch die gesamte Plastifzierzone hindurch, bis er am Ende der Plastifizierzone wieder verschwindet. Die Aufgabe des Barrieresteges ist dabei, den Schneckengang in zwei Teilbereiche aufzuspalten. Diese Teilung des Schneckenganges ermöglicht eine Separation von bereits aufgeschmolzenem Material (Schmelze) und dem noch existierenden Feststoffbett (Granulatkörner).
Am Anfang der Kompressionszone beginnt der Kunststoff aufzuschmelzen und fließt hinter dem meist etwas niedrigeren Barrieresteg zusammen, wo die Schmelze sich sammelt. Das Feststoffbett verbleibt zum Großteil hinter dem Barrieresteg. Durch diese Separation ist eine gezielte Trennung von Schmelze und Feststoff möglich, die insbesondere eine höhere Plastifizierleistung hervorrufen kann.
In klassischen Schnecken wird das Feststoffbett von schmelzflüssigem Material umschlossen, so dass nur relativ wenig Friktion auf die Granulatkörner einwirken kann. Die Wärmeeinbringung in den Feststoff erfolgt somit maßgeblich durch Wärmeleitung, wodurch die Plastifizierleistung schlechter wird. Bei der Barriereschnecke wird dieses isolierende Schmelzepolster vom Feststoffbett separiert, so dass direkte Friktion zwischen Zylinder oder Schnecke und Feststoffbett stattfinden kann, was die Plastifzierleistung erhöht.
Im direkten Vergleich erreicht die Barriereschnecke somit meist eine höhere Plastifizierleistung und eine bessere Homogenisierleistung, hat aber oft eine etwas schlechter kontrollierbare Massetemperatur. Zudem ist die Barriereschnecke deutlich aufwändiger in der Fertigung wodurch der Preis in der Regel höher ist.
Weitere Informationen zum Thema Extrusion sowie hilfreiche Hintergrundinformationen erhalten Sie auch in unserem kostenlosen Downloadbereich, für den Sie sich hier registrieren können.
(Hinweis: Die Darstellung der abgebildeten Schnecken dient der Erläuterung der Unterschiede und ist schematisch. Die Zonenlängen und Gangtiefen können von realen Konzepten abweichen. Es handelt sich folglich nicht um realisierbare Schneckenkonzepte.)[:en]
The screw of an extruder is considered as the “heart” of the machine and can have a significant influence on the achievable product quality, the achievable maximum throughput and the efficiency of the production plant. There are different basic concepts of screw design, which have different advantages and disadvantages.
In extruders, the plastic raw material is molten (plasticized) essentially by converting friction into heat (thermal energy). This conversion of mechanical energy into thermal energy (called dissipation) is mainly influenced by the design of the screw. To achieve the highest possible melting capacity, it is necessary to generate as much friction as possible in the extruder. At the same time, high friction also leads to strong mechanical stresses on the melt, strong temperature development and high frictional forces (wear).
The aim in the design of a screw is therefore to find a compromise between high melting capacity and gentle processing.
Further goals are:
- good conveying behaviour for solids (granulate, powder, flakes) in the feed area
- good conveying behaviour for melt
- good plastification performance
- good thermal homogenization performance
- good material homogenizing performance
- avoidance of material damage
- wide processing range
- good cleaning behaviour
- (degassing if necessary)
In order to achieve the above objectives, different screw types are used, whereby the most frequent systems can be assigned to the supergroups:
- 3-zone screw
- barrier screw and
- degassing screw
Today, the 3-zone screw is the standard for most plastics processing and is used for a wide variety of materials. In the processing of shear-sensitive materials (e.g. PVC), however, special shapes with reduced compression are often used; in the processing of highly crystalline plastics, special designs with increased compression are often used. Nevertheless, the 3-zone screw is regarded as a classic all-rounder in the field of extrusion screws. To improve homogenization, 3-zone screws are often combined with different mixing parts, for example diamond mixers or spiral shear mixing parts.
3-zone screw
The 3-zone screw consists basically of the 3-zones:
- feed zone
- compression zone
- output zone (metering zone)
In the area of the feed zone, the core diameter of the screw is small, so that the material can flow well into the screw channel and can be transported in the axial direction and be compacted at the same time without strong friction. In the area of the compression zone, the core diameter of the screw increases continuously, so that the free volume decreases, friction is increased and pressure can be built up. The essential melting process takes place within the compression zone. In the subsequent metering zone in which the core diameter of the screw constantly maintains the maximum value, the material is ejected and homogenized.
Degassing screw
If unacceptable quantities of volatile components, such as monomers, vapours, gases or solvents, are produced when the material melts, it often makes sense to degas the material in the extruder. Special degassing extruders with an additional degassing opening and a special degassing screw are used for this purpose. A degassing screw has an area behind the compression zone in which the core diameter of the screw decreases again, so that the built up pressure is relieved and the volatile components can be discharged (or sucked off) through an opening in the cylinder. This is followed by a second compression zone and the actual metering zone.
Degassing screws are used wherever volatile components are to be removed from the melt, especially in the processing of recycled materials (e.g. PET flakes).
Barrier screw
Today, the barrier screw is one of the most frequently used screw types and is used for processing a wide range of materials from classic polyolefin to engineering thermoplastics. The special feature of the barrier screw is the presence of an additional screw bar in the plasticification zone, the so-called barrier bar. This additional barrier bar begins behind the feed zone and runs with a steeper gradient through the entire plasticizing zone until it disappears again at the end of the plasticizing zone. The task of the barrier bar is to split the helical mount into two sub-areas. This division of the spiral allows a separation of already melted material (melt) and the still existing solid bed (granules).
At the beginning of the compression zone, the plastic begins to melt and flows together behind the usually slightly lower barrier web, where the melt collects. Most of the solid bed remains behind the barrier web. This separation allows a targeted separation of melt and solids, which can in particular cause a higher plasticizing performance.
In classical screws, the solid bed is surrounded by molten material, so that only relatively little friction can act on the granules. The heat input into the solid is therefore mainly effected by heat conduction, which makes the plasticizing performance worse. In the barrier screw, this insulating melt cushion is separated from the solid bed so that direct friction can take place between the barrel or screw and the solid bed, which increases the plasticizing performance.
In direct comparison, the barrier screw thus usually achieves a higher plasticizing performance and a better homogenizing performance, but often has a somewhat less controllable melt temperature. In addition, the barrier screw is much more complex to manufacture, which generally means that the price is higher.
(Note: The illustration of the snails shown serves to explain the differences and is schematic. Zone lengths and aisle depths may differ from real concepts. Consequently, these are not realizable screw concepts.)
If you are interested in further information and free download tools, please register here for our free newsletter and download area. You will receive a notification when new articles are published and will have access to many interesting additional information, checklists and calculation tools.
[:]