[:de]Wie sich Rohrendeneinfall vermeiden lässt ohne zu tempern – Teil 2[:en]How to avoid collapsing of pipe ends – part 2[:]
[:de]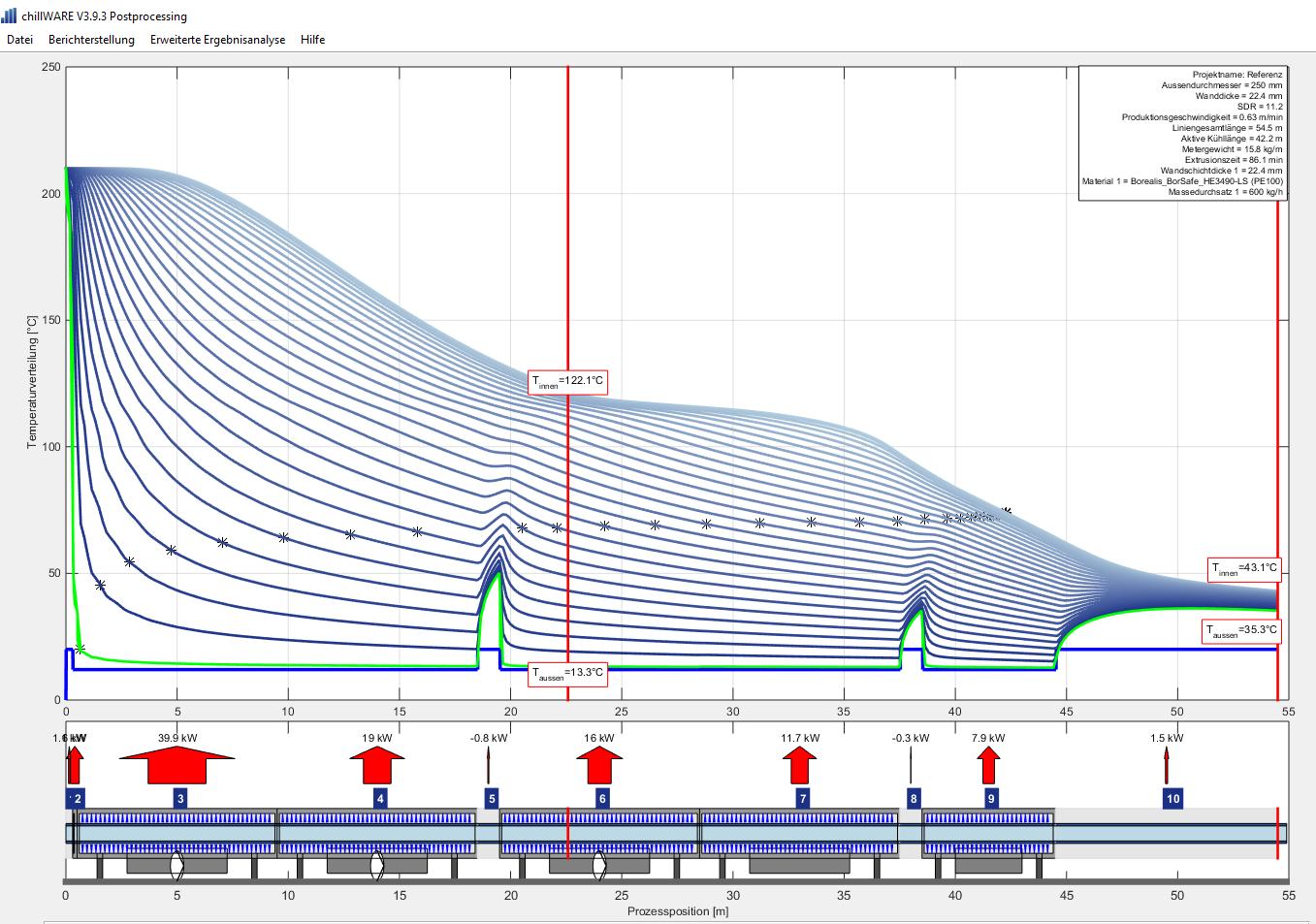
Rohrendeneinfall ist eines der häufigsten Probleme bei der Extrusion von Rohren und tritt insbesondere dann auf, wenn auf den Produktionslinien hohe Produktionsgeschwindigkeiten angefahren werden. Die Gründe für die geometrische Formänderung sind Eigenspannungen. Die Reduktion des Problems ist oft mit einfachen Mitteln möglich.
Hier gelangen Sie zum ersten Teil dieses Beitrages.
Zur Vermeidung von Rohrendeneinfall ist es wichtig, die Abkühlsituation des Produktes so zu verändern, dass möglichst geringe Eigenspannungen im Produkt erzeugt werden. Im vorhergehenden Beitrag haben Sie erfahren, wodurch die Eigenspannungen entstehen. In diesem Beitrag möchten wir Ihnen zeigen, wie Sie die Eigenspannungsausbildung bei der Rohrextrusion verringern können. Die ursächlichen Zusammenhänge sowie die Ergebnisse lassen sich prinzipell auch auf andere Produktgeometrien (Platten, Hohlstäbe, Vollstäbe, Flachstäbe, Profile, etc.) übertragen.
Betrachtet wird der Rohrendeneinfall an einem Rohr mit den Abmessungen: 250 x 22,4mm (SDR11) aus dem Material Polyethylen (PE Fa. Borealis). Der Massedurchsatz beträgt 600kg/h, was zu einer Produktionsgeschwindigkeit von 0,53 m/min führt. Die Kühlstrecke besteht aus insgesamt 4 Sprühkühltanks mit jeweils 9m Länge (2 x Vakuum) sowie einem weiteren Sprühkühltank mit einer Länge von 6m. Sämtliche Sprühkühltanks werden mit Kühlwasser auf einem Temperaturniveau von 12°C versorgt. Zudem sind die 2 Vakuum-Sprühkühltanks sowie der 3. und 4. Sprühkühltank so aneinandergeschraubt, dass keine Luftstrecken zwischen den Tanks verbleiben (dies wird häufig so umgesetzt, um den Austausch von Dichtungen oder den Wasserverlust zu reduzieren – hat aber oft Nachteile hinsichtlich der Eigenspannungsabsildung, wie wir im weiteren sehen werden).
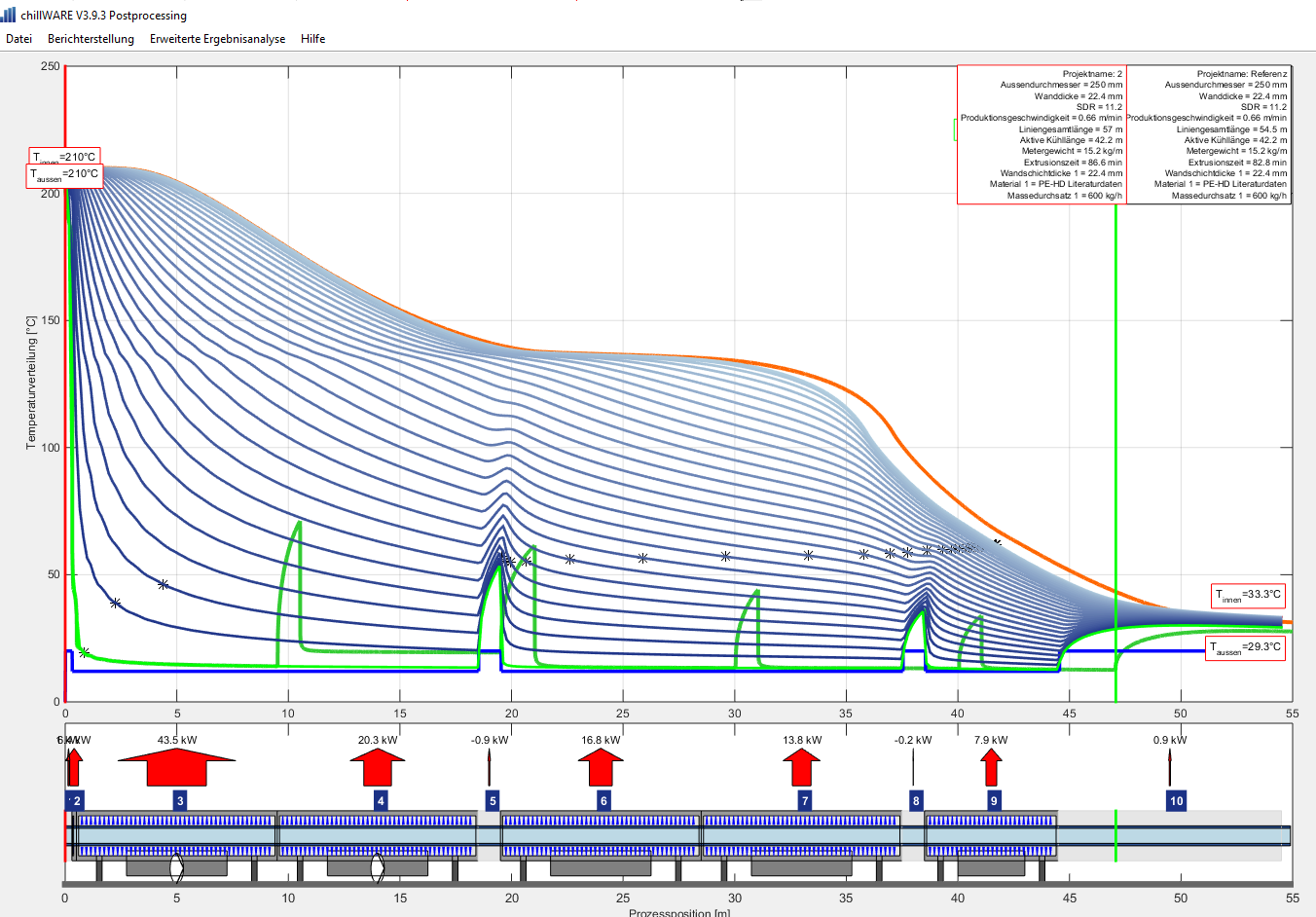
Im oben dargestellten Simulationsergebnis (erzeugt mit chillWARE V3.9.3) sehen Sie den Aufbau der Kühlstrecke (unten) sowie die Abkühlsituation des Produktes (oben) dargestellt. Das Kunststoffrohr dringt mit einer Temperatur von 210°C in die Kühlstrecke ein. Die Aussenwandtemperatur des Rohres (grün dargestellte Linie) nimmt aufgrund des intensiven Kontaktes mit dem Kühlwasser sehr stark in der Temperatur ab. Die Innenwandtemperatur des Rohres verbleibt sehr lange auf einem hohen Temperaturniveau. Die blau dargestellten Linien repräsentieren unterschiedliche radiale Schichten des Rohres und deren Temperaturen. Ab einer Kühlstreckenposition von ca. 23m wird der exotherme Kristallisationsprozess des Materials sichtbar, das Material kühlt sich an der Innenwand kaum noch ab und bleibt lange Zeit auf einem hohen Temperaturniveau (Plateaubereich). Dieses Verhalten ist für teilkristalline Materialien typisch. Am Ende der Kühlstrecke erreicht das Produkt eine Temperatur von 35,3C (Außenwand) bzw. 43,1°C (Innenwand) – es ist somit vollständig abgekühlt.
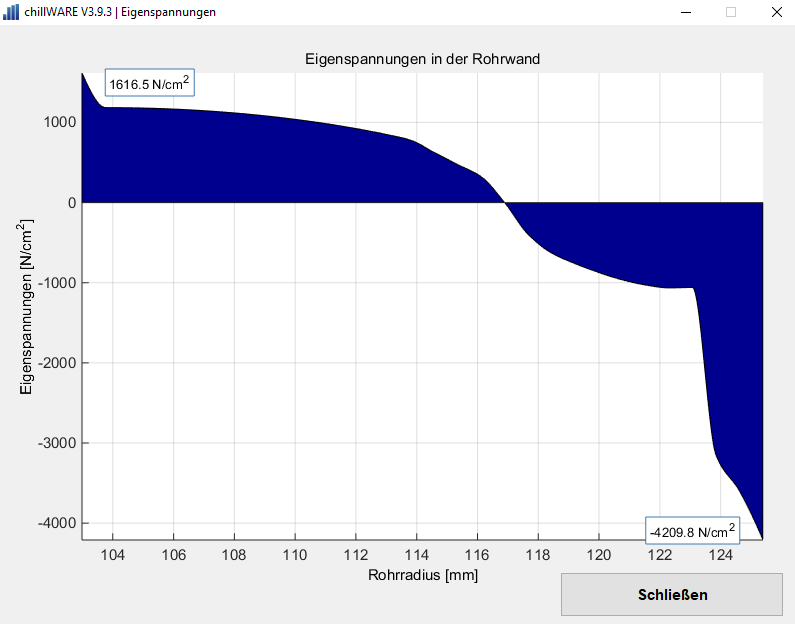
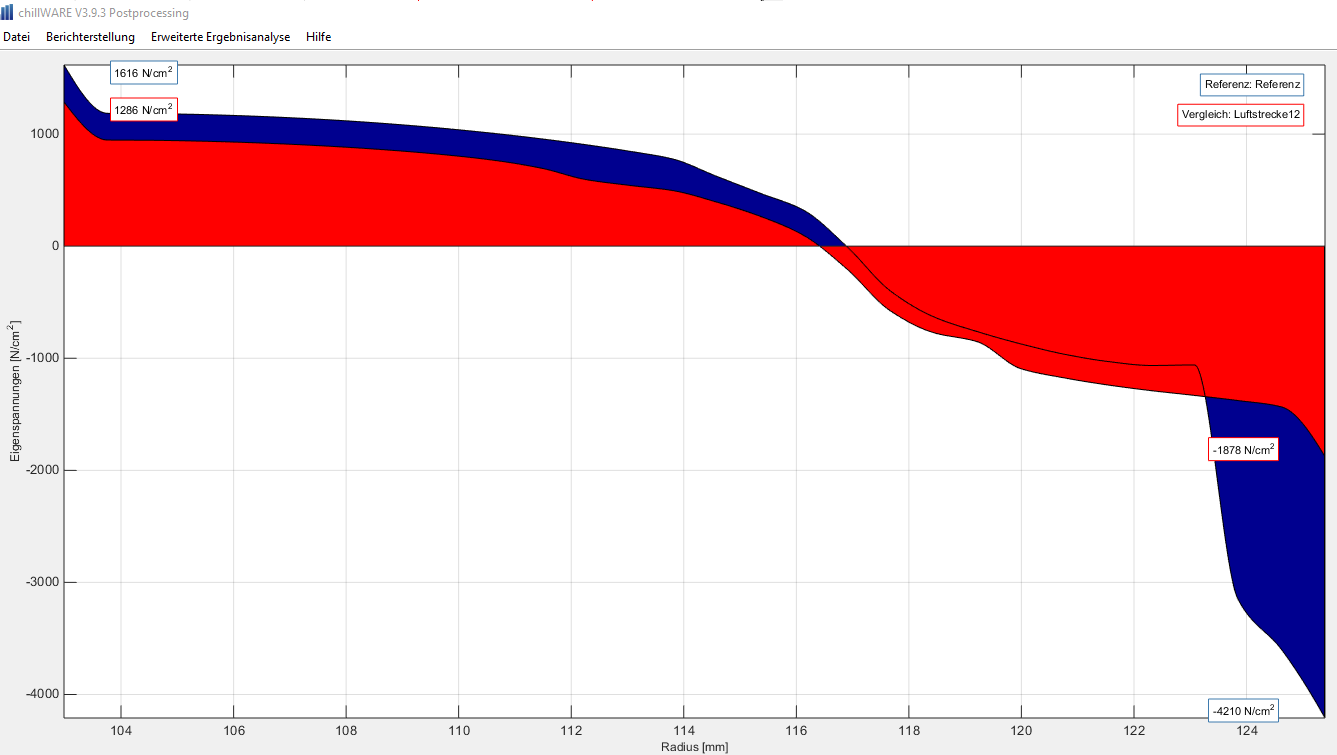
Die aus dieser Prozessführung resultierenden Eigenspannungen zeigt die nachfolgende Grafik. Auf der Abszisse ist der Radius des Rohres aufgetragen, die Ordinate zeigt die Eigenspannungen. Positive Eigenspannungen repräsentieren Zugspannungen, negative Eigenspannungen repräsentieren Druckspannungen. Die Maximalwerte betragen hier 1.616 N/cm² für die Zugspannungen und -4.210 N/cm² für die Druckspannungen. Das so produzierte Rohr weist somit hohe Eigenspannungen in typischer Charakteristik (-> Zugspannungen Innenseite / Druckspannungen Außenseite – siehe dazu Teil 1 des Beitrages) auf. Eine derartige Eigenspannungsverteilung führt zur Ausbildung verschiedener Qualitätsdefizite wie beispielsweise der Ausbildung von Rohrendeneinfall.
Im folgenden sollen unterschiedliche Möglichkeiten zur Prozessoptimierung mittels der Computersimulation berechnet und hinsichtlich Ihrer Wirksamkeit bewertet werden. Dazu werden verschiedene Optimierungsschritte durchlaufen.
Warum der Einsatz von Luftstrecken zwischen Kühltanks sinnvoll sein kann
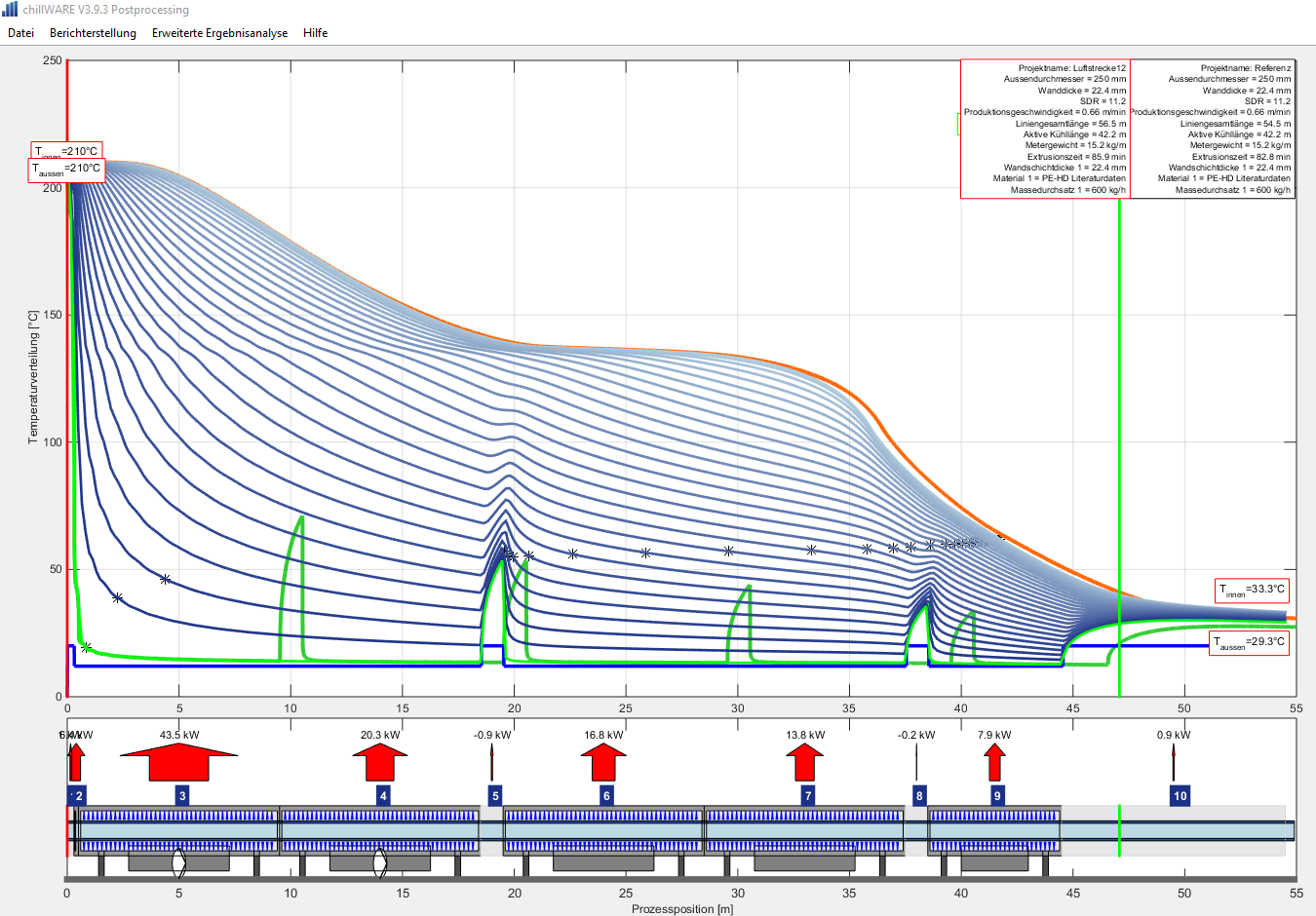
Im ersten Optimierungschritt werden kurze Inline-Temperzonen (Luftstrecken) zwischen den ersten 4 Sprühkühltanks realisiert. Diese kurzen Luftstrecken in denen nicht aktiv gekühlt wird, können den Effekt hervorrufen, dass sich die Außenwand des Rohres innerhalb der Kühlstrecke noch einmal über die VICAT Erweichungstemperatur erwärmen kann, so dass sämtliche bis zu diesem Zeitpunkt aufgebauten Eigenspannungen sich schlagartig wieder auflösen.
Den nachfolgenden Diagrammen kann die Abkühlsituation für die Prozessführung entnommen werden, dass zwischen den beiden Vakuum-Sprühkühltanks und zwischen den beiden Sprühkühltanks die Luftstrecken wieder eingeführt wurden. Durch diese einfache Maßnahme ist es möglich, dass die Oberfläche des Produktes durch die Eigenwärme des Rohres noch einmal so warm wird, dass sich die Eigenspannungen schlagartig abbauen.
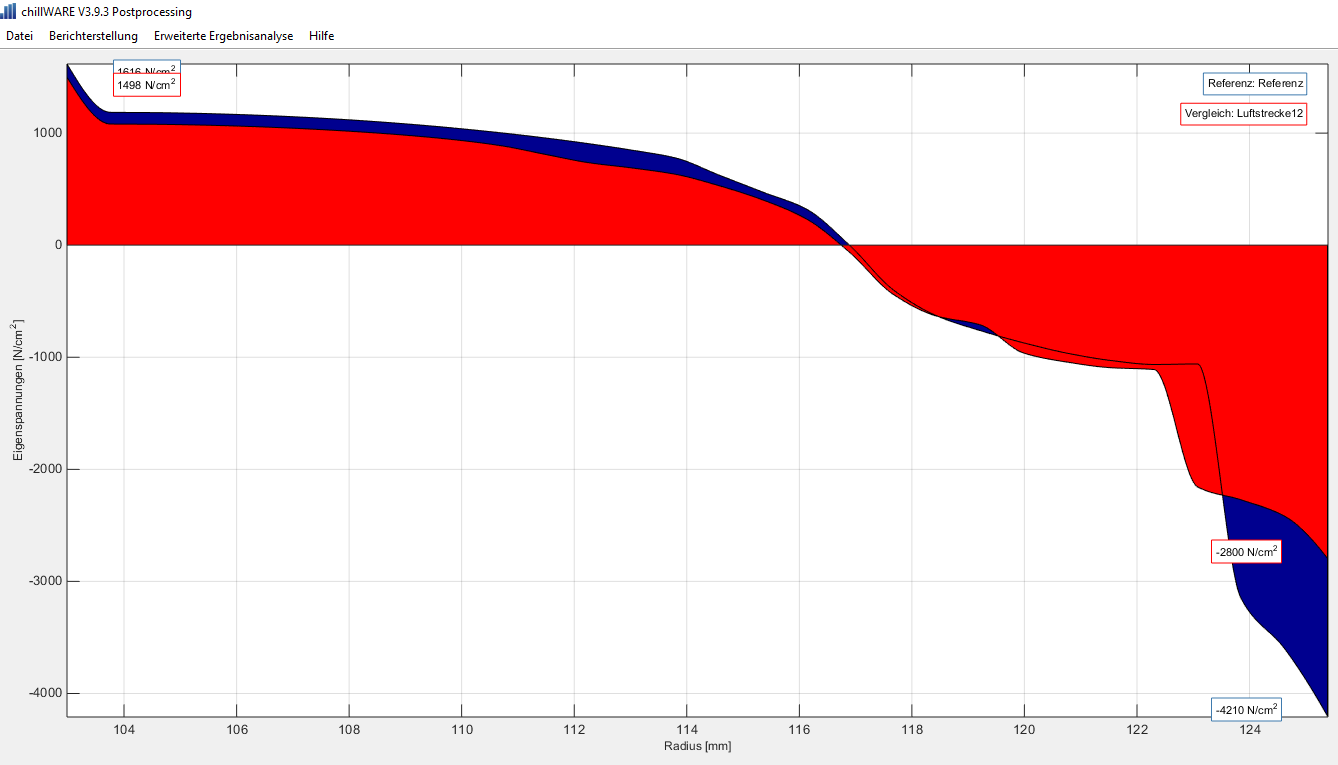
Dem zugehörigen Eigenspannungsdiagramm lässt sich entnehmen, dass die Eigenspannungen durch diese einfache Maßnahme bereits signifikant gesenkt werden konnten. Der Wert der Zugspannungen sinkt hier zwar nur um ca. 8%, die Druckspannungen verringern sich jedoch um mehr als 33%. In der beigefügten Grafik sehen Sie den direkten Vergleich zwischen dem Referenzprozess (blau dargestellt) und der Variante mit eingefügten Luftstrecken bei ansonsten vollständig identischer Prozessführung.
Ebenfalls anzumerken ist, dass durch diese Maßnahme die Kühlstrecke zwar um 2m verlängert wurde (2 x 1m Luftstrecke), die Produkttemperatur am Ende der Kühlstrecke aber ebenfalls gesenkt werden konnte. Während das Produkt vorher 43°C bzw. 35°C warm war, sind die Oberflächen nun 33°C bzw. 29°C warm.
Im nächsten Optimierungsschritt werden zwei weitere Lösungsansätze untersucht. In diesem Fall wurde die Kühlwassertemperatur im zweiten Vakuum-Sprühkühltank von 12°C auf 18°C angehoben und gleichzeitig die Luftstrecke hinter diesem Kühlstreckensegment um 50cm verlängert. Das Ergebnis dieser Maßnahme zeigt das nachfolgende Abkühldiagramm.Die allgemeine Abkühlsituation hat sich im Vergleich zum Ausgangsprozess zwar nicht signifikant verändert, die Auswirkung des Kühlprozesses auf die Eigenspannungsausbildung hingegen sehr intensiv.
Eigenspannungsreduktionen um mehr als 50% möglich?
Das nachfolgende Diagramm zeigt den Vergleich der Eigenspannungen zwischen dem Referenzprozess und dem optimierten Prozess. Insgesamt konnte durch die gezeigten einfachen Maßnahmen im Aufbau der Kühlstrecke sowie in der Prozessparametrierung nun eine Reduktion der Druckspannungen um mehr als 24% sowie eine Reduktion der Zugspannungen um mehr als 55% erreicht werden.
Die Umsetzung in die Realität zeigt, dass durch die dargestellten Möglichkeiten erhebliche Prozessoptimierungen möglich sind. Computersimulationen sind hierbei eine schnelle und kostengünstige Methode um Einblick in den Prozess zu erlangen und die richtigen Maßnahmen ohne Produktion von Ausschuss zu identifizieren.
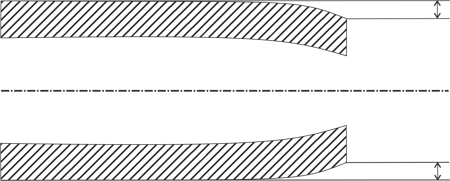
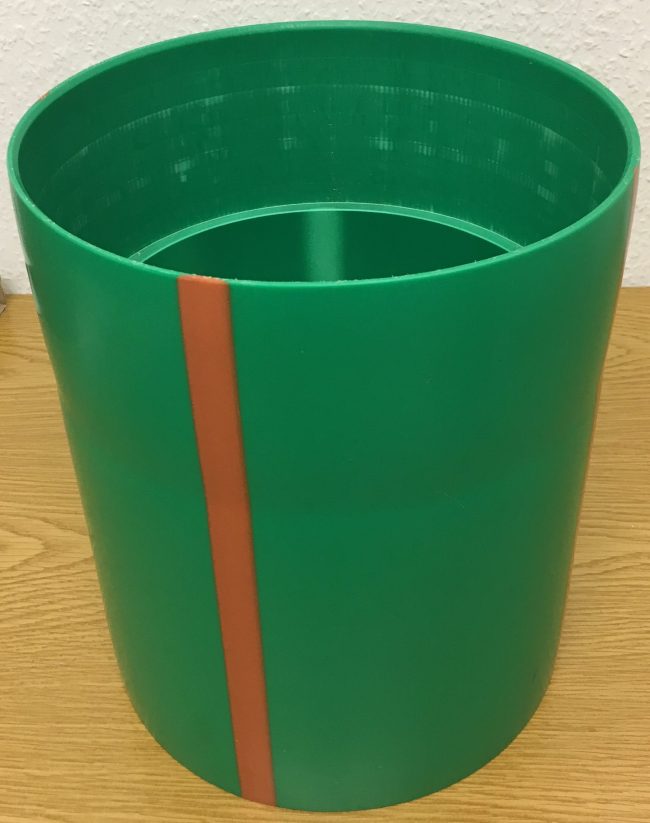
Ein weiteres sehr interessantes Beispiel zeigt die Situation, wenn bei einem derartig eigenspannungsbehafteten Rohr der innere Durchmesser abgedreht wird, wie in der nachfolgenden Abbildung gezeigt. In diesem Fall werden diejenigen Bereiche des Rohres entfernt, die die höchsten Zugspannungen aufweisen. Die Folge daraus ist, dass sich ein neuer Spannungszustand (Druck- UND Zugspannungen) im Rohr einstellt, der dann wieder im Gleichgewicht ist. Zur Erreichung des Gleichgewichtszustandes findet aber gleichzeitig eine Deformation statt, die den Gesamtdurchmesser des Rohres zunehmen lässt.
In unserem kostenlosen und unverbindlichen Downloadbereich können Sie sich zu diesem Thema kostenlose Ergänzungsinformationen sowie die vollständigen Simulationsberichte der chillWARE-Computersimulationen herunterladen.[:en]
The collapsing of pipe ends is one of the most common problems in the extrusion of pipes and occurs especially when high production speeds are used on the production lines. The reasons for the geometric shape deformation are internal stresses. The reduction of the problem is often possible with simple means.
To avoid pipe end incidence, it is important to change the cooling situation of the product in such a way that as little residual stresses as possible are generated in the product. In the first part of this article, you heared what the causes for the residual stresses can be. In this article we would like to show you how you can reduce the residual stress formation in pipe extrusion. The causal relationships and the results can, in principle, also be transferred to other product geometries (plates, hollow rods, solid rods, flat rods, profiles, etc.).
The collapsing is analyzied on a pipe with the dimensions: 250 x 22.4mm (SDR11) made of polyethylene (PE Borealis). The production mass throughput is 600 kg/h, resulting in a production speed of 0.53 m/min. The cooling section consists of 4 spray cooling tanks, each 9m long (2 x vacuum) and a further spray cooling tank with a length of 6m. All spray cooling tanks are supplied with cooling water at a temperature level of 12°C. In addition, the two vacuum spray cooling tanks and the third and fourth spray cooling tanks are connected so that no air gap remains between these tanks (this is often done to reduce the replacement of seals or water loss, but avoiding the air gap often shows disadvantages in terms of residual stress formation, as we will see below).
In the simulation result shown above (generated with chillWARE V3.9.3) you can see the design of the cooling section (lower part of the image) and the cooling situation of the product (upper part of the image). The plastic pipe enters the cooling section at a temperature of 210°C. Due to the intensive contact with the cooling water, the outside wall temperature of the pipe (line shown in green) decreases very strongly in temperature. The inner wall temperature of the pipe remains at a high temperature level for a very long time. The blue lines represent different radial layers of the pipe and their temperatures. From a cooling section position of approx. 23m, the exothermic crystallization process of the material becomes visible, the material hardly cools down on the inner wall and remains at a high temperature level (plateau area) for a long time. This behavior is typical for semi-crystalline materials. At the end of the cooling section the product reaches a temperature of 35.3°C (outer wall) or 43.1°C (inner wall) – it is thus completely cooled.
The following diagram shows the residual stresses resulting from this process parameterization. The abscissa shows the radius of the tube, the ordinate shows the residual stresses. Positive residual stresses represent tensile stresses, negative residual stresses represent compressive stresses. The maximum values here are 1,616 N/cm² for the tensile stresses and -4,210 N/cm² for the compressive stresses. The tube produced in this way thus exhibits high residual stresses in typical characteristics (-> tensile stresses inside / compressive stresses outside – see part 1 of the article). Such an internal stress distribution leads to the formation of various quality deficits, such as the formation of pipe end incidence.
In the following, different possibilities for process optimization using computer simulation will be calculated and evaluated with regard to their effectiveness. For this purpose, various optimization steps are carried out.
Why the use of air distances between cooling tanks can make sense
In the first optimization step, short inline annealing zones (air gaps) between the first 4 spray cooling tanks are realized. These short air distances in which no active cooling takes place can cause the effect that the outer wall of the pipe can heat up again above the VICAT softening temperature, so that all residual stresses built up to this point in time are suddenly released again.
The following diagrams show the cooling situation for this process parameterization, in which the air gaps between the two vacuum spray cooling tanks and between the two other spray cooling tanks have been reintroduced. This simple approach makes it possible for the surface of the product to become that warm again (due to the inherent heat of the pipe) that the internal stresses are significantly reduced.
The corresponding residual stress diagram shows that the residual stresses have already been significantly reduced by this simple measure. The value of the tensile stresses decreases by approx. 8%, but the compressive stresses are reduced by more than 33%. The attached graphic shows a direct comparison between the reference process (shown in blue) and the variation with added air gaps, with otherwise completely identical process control.
It should also be noted that this measure extended the cooling distance by 2m (2 x 1m air distance), but the product temperature at the end of the cooling distance could also be lowered. While the product was previously 43°C or 35°C warm, the surfaces are now 33°C or 29°C warm.
In the next optimization step, two further solution approaches will be examined. In this case, the cooling water temperature in the second vacuum spray cooling tank was raised from 12°C to 18°C and at the same time the air distance behind this cooling section segment was extended by 50cm. Although the general cooling situation has not changed significantly compared to the initial process, the effect of the cooling process on the formation of residual stress is very intensive.
Residual stress reductions of more than 50% possible?
The following diagram shows the comparison of the residual stresses between the reference process and the optimized process. Overall, the simple measures shown in the design of the cooling section and in the process parameterization have now led to a reduction in compressive stresses of more than 24% and a reduction in tensile stresses of more than 55%.
The implementation into reality shows that considerable process optimizations are possible due to the presented possibilities. Computer simulations are a fast and cost-effective method to gain insight into the process and to identify the perfect process parameter for any product without production of waste material.
Another very interesting example shows the situation when the inner diameter of such a tube subject to residual stress is turned off, as shown in the following figure. In this case, those areas of the pipe that have the highest tensile stresses are removed. The result is that a new stress state (compressive AND tensile stresses) is created in the pipe, which is then in equilibrium again. To achieve the state of equilibrium, however, a deformation takes place at the same time, which increases the overall diameter of the pipe.
If you would like to be kept informed about updates and new articles on this page, you can register for our newsletter and you will also recieve free access to our internal download area.[:]