[:de]10 mögliche Ursache für Bartbildung am Düsenaustritt und Lösungsansätze[:en]10 possible causes for die drool and solution approaches[:]
[:de]
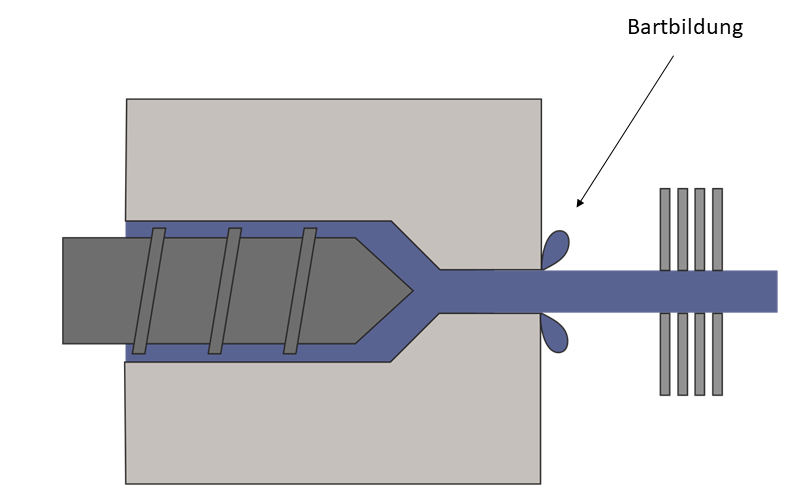
Die Bartbildung ist bei der Extrusion ein häufig auftretendes Problem deren Entstehung bis heute noch nicht eindeutig erklärt werden kann. Als Bartbildung bezeichnet man Ablagerungen im Bereich des Düsenaustrittes, die zunächst als leichte Verschmutzung wahrgenommen werden, sich dann aber immer weiter aufbauen können. Je größer der Bart an der Düse wird, desto höher wird die Wahrscheinlichkeit, dass sich davon einzelne Teilchen lösen, die dann die Oberflächenqualität des extrudierten Produktes signifikant vermindern und sogar zu Ausschussproduktion oder Prozesszusammenbrüchen (z.B. Zusammenfall einer Blasfolie) führen können.
Als häufigste Gründe für die Bartbildung werden oft diese Ursachen erwähnt:
- Materialabbau durch thermische oder mechanische Belastung
- Unverträglichkeiten zwischen Kunststoff und eingesetzten Additiven durch nicht optimale Auswahl
- Füllstoffe im Material die bei Druckspitzen aus der Polymermatrix gelöst werden, z.B. durch nicht optimale Homogenisierung
- Druckdifferenzen, Pulsationen durch nicht optimales Schneckendesign
- rauhe Werkzeugoberflächen durch fehlende Politur oder Beschichtung
- ungünstige, zu kurze Gestaltung des Düsenaustrittes oder der Bügelzone
- zu stark abgerundete oder zu scharfe Ecken im Auslassbereich (wurde sowohl als auch schon als negativ identifiziert)
- nicht optimale Prozessparameter während der Verarbeitung, Übertemperaturen, zu hohe Drücke
- zu hohe Abzugskräfte, dadurch zu hohe Dehnspannungen
- zu enge Fließwege in Werkzeugspalten, Mischteilen etc., dadurch zu hohe Spannungen bzw. Kräfte
Bartbildung – ein bis heute nicht abschließend erforschtes Thema
Leider lässt sich bis heute keine eindeutige Ursache für die Bartbildung benennen. Es existieren zwar unterschiedliche Erklärungsansätze, jedoch existieren für viele Erklärungsansätze auch wiederum Gegenbeispiele in denen diese Erklärungen nicht zutreffend sind. So wird häufig davon berichtet, dass der Einsatz von ausgeprägten Radien am Werkzeugaustritt eine Verbesserung herbeiführen kann, andere Quellen wiederum empfehlen den Einsatz sehr scharfer Kanten.
Nachgewiesen ist jedoch, dass das Material welches sich als Bart ablagert häufig ein geringeres Molekulargewicht aufweist, als die sonstige Schmelze. Ein Erklärungsansatz dafür könnte sein, dass sich die kürzeren Molekülketten weniger stark in der Schmelze verankern (verschlaufen) als die längeren Molekülketten wodurch diese am einfachsten aus der Matrix herausgelöst werden und sich ablagern können.
Zur Vermeidung von Bartbildung ist es somit ratsam, dass der Molekülkettenabbau während der Verarbeitung so gering wie möglich gehalten wird. Dazu ist es hilfreich sehr vorsichtig mit den Prozessparametern zu sein und hohe Temperaturen (auch in der Historie z.B. bei Recycling-Material) oder Druckschwankungen sowie hohe mechanische Kräfte auf die Schmelze zu vermeiden. Zudem sollte eine gute Homogenität der Schmelze (stofflich als auch thermisch) sichergestellt sein. Alternativ kann auch der Einsatz von Additiven (z.B. Antioxidationsmitteln) dazu beitragen den Kettenzerfall zu verhindern.
Die Oberflächenbeschaffenheit des Werkzeuges bzw. der Düse ist ein weiterer Punkt der einen Einfluss auf die Bartbildung zeigt. Sehr glatte Oberflächen (z.B. sehr glatte Polituren, oder Beschichtungen mit PTFE) weisen dabei tendenziell besonders gute Ergebnisse auf, haben aber (insbesondere PTFE) auch Schwierigkeiten im Bereich der Standzeiten.
Ein weiterer Punkt ist die Gestaltung des Auslassbereiches bzw. der Bügelzone. Hier wirkt sich eine Verlängerung der Bügelzone oft positiv auf die Bartbildung aus. Durch die stärkere Molekülkettenorientierung können sich offenbar die kurzkettigen Bestandteile besser in der Matrix verankern und es sinkt das Risiko einer Ablagerung dieser Bestandteile. In Versuchen haben aber auch chemisch inerte und nicht haftende Beschichtungen (z.B. Lunac, WMV) oder Beschichtungen die eine gezielte Einstellung der Oberflächentopografie erlauben (z.B. Topocrom) bereits gute Ergebnisse gezeigt.
Sofern die Ursache des Problems nicht behoben werden kann, existieren noch unterschiedliche Möglichkeiten zur Verringerung der Auswirkungen. Dazu zählen insbesondere diese:
- Einsatz von temperierter (warmer) Luft zum kontinuierlichen “säubern” des Düsenaustrittes
- Einsatz von Beflammungen zum “abflämmen” der Ablagerungen
- Einsatz von kalter Luft oder sehr kalten Medien (Stickstoff) zum Einfrieren der Ablagerungen – ermöglich leichtere Reinigung, weniger Klebeneigung
- mechanische Reinigung des Werkzeuge
(Achtung: Beim Einsatz von Druckluft bitte unbedingt die hohen Kosten zur Druckluftbereitstellung berücksichtigen!)
Sofern Sie bereits erfolgreich (oder auch erfolglos) andere Maßnahmen eingesetzt haben, freuen wir uns über Hinweise zu diesem Thema.
In unserem kostenlosen und unverbindlichen Downloadbereich finden Sie weitere Informationsmaterialien und ein Ursache-Wirkungs-Diagramm zum Thema Bartbildung.[:en]
10 possible causes for die drool and solution approaches
The formation of die drool during extrusion is a frequently occurring problem whose development cannot yet be clearly explained to this day. Die drool formation refers to deposits in the area of the nozzle exit, which are initially perceived as a light soiling, but then can continue to expand. The larger the die drool becomes at the die, the higher the risk that individual particles will dissolve, which can then significantly reduce the surface quality of the extruded product and can even lead to waste production or process breakdowns (e.g., collapse of a blown film).
As the most frequent reasons for the die drool formation these causes are often mentioned:
- Material degradation due to the thermal or mechanical stress
- Incompatibilities between plastic and additives used by not optimal selection
- Fillers in the material which are released from the polymer matrix at pressure peaks, e.g. by not optimal homogenization
- Pressure differences, pulsations due to not optimal screw design
- Rough tool surfaces due to missing polish or coating
- Unfavourable, too short design of the nozzle outlet or the ironing zone
- Too much rounded or too sharp corners in the outlet area (have been identified as positive and negative, both)
- Not optimal process parameters during processing, over temperatures, too high pressures
- Excessive pull-off, resulting in excessive tensile stresses
- Too narrow flow paths in tool gaps, mixing parts, etc., thus too high stresses on forces
Die drool – forming – a topic that has not yet been fully explored
Unfortunately, no clear cause of die drool formation can be named until today. Although there are different explanatory approaches, however, there are counterexamples for many explanatory approaches in which these explanations are not correct. It is often reported that the use of radii at the tool exit can lead to an improvement, while other sources recommend the use of very sharp edges.
However, it has been proven that the material which deposits as a die drool often has a lower molecular weight than the regular melt. One explanation for this might be that the shorter molecular chains are less strongly entangled in the melt than the longer molecular chains, making them the easiest to extract from the matrix and deposit.
To avoid the formation of a die drool, it is therefore advisable that the molecular chain degradation during processing is kept as low as possible. In addition it is helpful to be very careful with the process parameters and to avoid high temperatures (also in the history e.g. with recycling material) or pressure fluctuations as well as high mechanical forces on the melt. Moreover, a good homogeneity of the melt (material and thermal) should be ensured. Alternatively the use of additives (e.g. antioxidants) can help prevent chain degradation.
The surface finish of the tool or the nozzle is another point that influences the formation of die drool. Very smooth surfaces (for example very smooth polishes, or coatings with PTFE) tend to have particularly better results, but (for example PTFE) also has difficulties in terms of wear resistance.
Another point is the design of the outlet area or the ironing zone. Here an extension of the ironing zone often has a positive effect on the die drool formation. Due to the stronger molecular chain orientation, the short chains appear to be better anchored in the matrix and the risk of deposition of these constituents is reduced. However, chemically inert and non-adherent coatings (e.g. Lunac, WMV) or coatings that permit targeted adjustment of surface topography (e.g. Topocrom) have also shown good results in trials.
Unless the cause of the problem can be resolved, there are still different ways to reduce the impact. These include in particular:
- Use of tempered (warm) air for continuous “cleaning” of the nozzle outlet
- Use of flame treatment to burn the deposits
- Use of cold air or very cold media (nitrogen) to freeze deposits – allows easier cleaning, less adhesion tendency
- Mechanical cleaning of the tools
(Attention: When using compressed air, please take into account the high costs for compressed air supply)
If you have already successfully (or unsuccessfully) used other measures, we look forward to hearing about this topic.
What is the product and material you are extruding, what is the typical line speed, is the process vertical or horizontal extrusion? A flame on the face of the die to reduce cooling and allow the material to keep moving with minimal drag is an option. A heater band around the die can give similar results, is safer to use and gives more consistent control or perhaps the two together.
Dear Tim Bowler,
this is just a general overview about different approaches, how to solve the problem. It is not a material or process specific view.
But thank you for your additional information!