[:de]Wie Sie die Innentemperatur in extrudierten Rohren und Hohlstäben messen, auch während der Produktion[:en]How to measure the internal temperature in extruded tubes and hollow rods, even during the production[:]
[:de]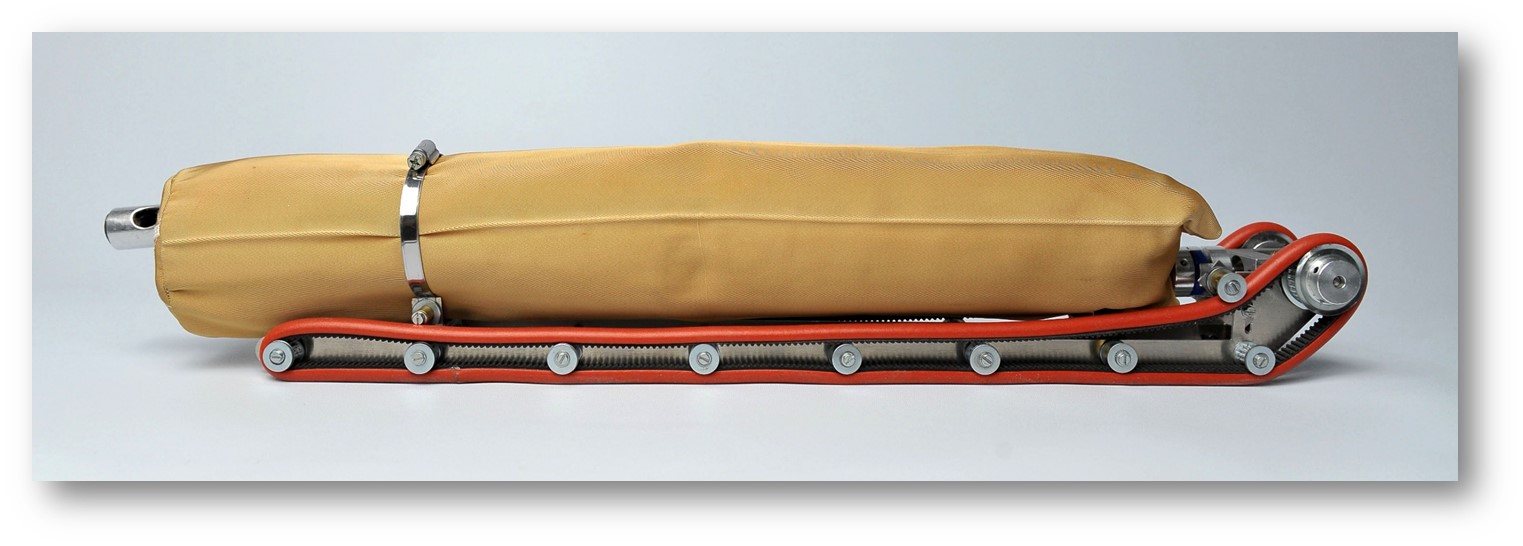
Bei der Extrusion ist die Temperaturverteilung im Inneren des Produktes ein sehr relevanter Wert, dessen Kenntnis zum Verständnis einer Vielzahl an Effekten oder Problemen beitragen kann. Die Innentemperatur eines extrudierten Produktes zu messen ist jedoch in den meisten Fällen schwierig, da es in einem kontinuierlichen Prozess wie der Extrusion (mit zum Teil sehr großen Linienlängen) oft sehr schwer oder unmöglich ist, Sensoren in das Innere des Produktes hineinzubringen ohne das Extrudat zu beschädigen (was wiederum auch die thermodynamische Situation verändert).
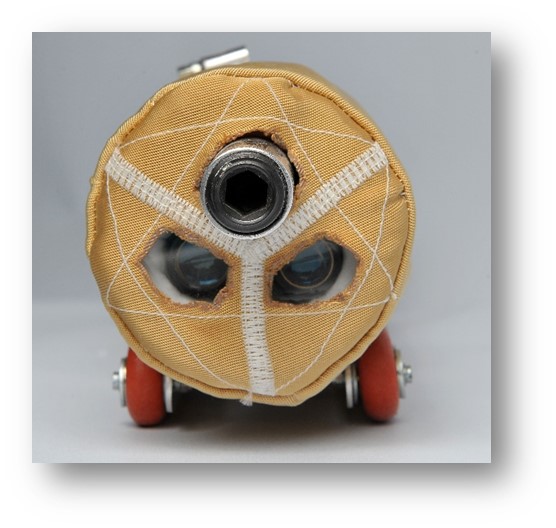
Im Rahmen verschiedener Troubleshooting-Projekte war die Temperaturverteilung an der Produktinnenwand der als wesentlich angenommene Parameter für unterschiedliche Produktionsprobleme (insbesondere Deformationen oder Rauigkeiten). Zum Nachweis des Zusammenhanges zwischen den Problemen und der Ursache wurde das oben gezeigte Sensorsystem (INVENT360) entwickelt.
Der Sensor ist ausgestattet mit einem 360°-Temperaturmesssystem zur Erfassung der Innenwandtemperatur sowie einem LIDAR-System (Light Detection and Ranging) zur exakten Positionsbestimmung. Außerdem verfügt der Sensor über einen Thermisolationsmantel sowie eine interne Temperaturüberwachung. Diese sorgt dafür, dass die komplexe Elektronik des Systems keinen Übertemperaturen ausgesetzt wird. Im Falle einer zu hohen Temperatur (z.B. durch zu lange Verweilzeiten im Produktinneren) fährt der Sensor automatisch aus dem Produkt heraus, so dass eine Beschädigung vermieden werden kann. Die vom System erfassten Sensorwerte werden kontinuierlich über eine integrierte WLAN-Schnittstelle an die dazugehörige App kommuniziert, so dass sämtliche Informationen jederzeit live zur Verfügung stehen. Zusätzlich werden die Daten auf eine interne Speicherkarte geschrieben. Bei schwierigen Kommunikationsbedingungen kann die Kommunikation sowie die Energieversorgung auch mit Hilfe einer Versorgungsleitung realisiert werden.
Als Fahrantrieb wurde ein Raupenantriebskonzept mit einer integrierten Selbstzentrierung entwickelt, da erste Prototypen des Systems (bombierte Laufräder) aufgrund der hohen Flächenpressung in die noch weiche Formmasse eingesunken waren. Der Raupenatrieb verteilt das Sensorgewicht auf eine große Auflagefläche und vermeidet aufgrund der Selbstzentrierung ein Kippen des Systems im Produktinneren.
Innentemperaturmessung bei laufender Produktion
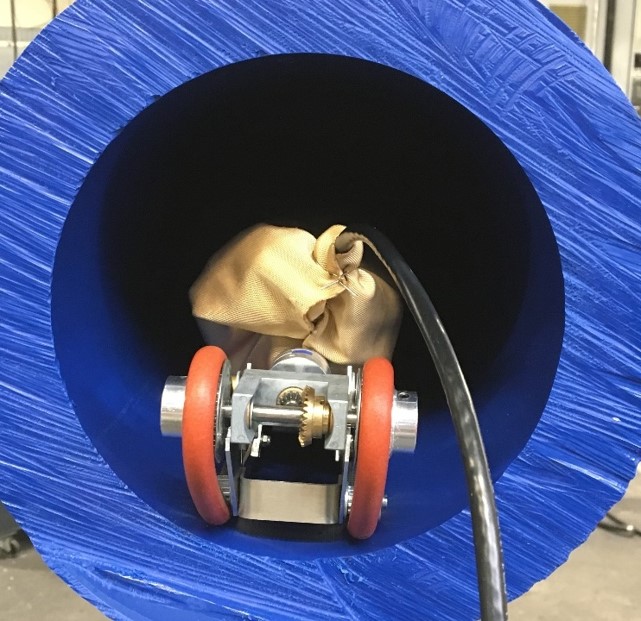
Zur Messung wird der Sensor aktiviert und am Ende der Kühlstrecke in das zu messende Rohr (oder den Hohlstab) eingesetzt. Der LIDAR misst den Abstand des Sensors zum Extrusionskopf und gibt diesen als skalaren Wert aus. Nun kann der Sensor über eine Positionsvorgabe auf eine Sollposition im Inneren des Produktes gefahren werden. Ein interner Regelkreis sorgt dann dafür, dass der Sensor diese Sollposition automatisiert beibehält, indem der Fahrantrieb mit identischer Geschwindigkeit arbeitet, wie die Abzugsgeschwindigkeit des Produktes ist.
Hat der Sensor die Sollposition erreicht, kann die Temperaturmessung aktiviert werden. Ein integriertes Strahlungspyrometer misst dabei, umgelenkt über einen Umlenkspiegel, die Temperatur an der Innenseite des Produktes. Die Temperaturwerte werden dabei mit zugehöriger Winkelposition in eine Datenbank geschrieben und abgespeichert.
Die Auswertung der Daten erfolgt dann entweder live, oder nachträglich am PC.
Sensoren als “Fenster in den Prozess”
Ein Sensor oder eine Messung ist natürlich nie eine Lösung für ein Problem, dennoch helfen Sensoren dabei, die Ursachen für Probleme zu verstehen und Zusammenhänge zu erkennen die nicht offensichtlich sind. Im Falle der Innentemperaturmessung trifft dieser Sachverhalt sehr oft zu, da die Temperaturverteilung in extrudierten Produkten oft von vielen verschiedenen Faktoren beeinflusst wird, deren Auswirkungen oft gar nicht als so immens angenommen werden. So konnten durch den Einsatz des Systems bereits verschiedene Extrusionsfehler exakt messtechnisch nachgewiesen werden. Gleichzeitig war es durch derartige Messungen aber in anderen Fällen auch möglich, nachzuweisen dass die vermutete Problemursache keine korrekte Annahme war.
Typische Extrusionsprobleme durch Temperaturunterschiede
- Verformungen
- Sagging
- Eigenspannungen
- Rauhigkeiten
- Kristallisationsgrad
- Dichteverteilung
- Oberflächen
- Liste nicht vollständig
In unserem kostenlosen Downloadbereich können Sie sich weitere Informationen zur Innentemperaturmessung herunterladen sowie Messergebnisse.[:en]
In extrusion, the temperature distribution inside the product is a very relevant value whose knowledge can contribute to understanding a variety of effects or problems. However, measuring the internal temperature of an extruded product is difficult in most cases, because in a continuous process such as extrusion (with sometimes very long line lengths) it is often very difficult or impossible to introduce sensors into the inside of the product without damaging to extrudate (which also changes the thermodynamic situation).
Within the scope of various troubleshooting projects, the temperature distribution at the product inner wall was the parameter assumed to be essential for different production problems (in particular deformations or roughness). The sensor system (INVENT 360), shown above, was developed to prove the connection between the problems and the cause.
The sensor is equipped with a 360° temperature measuring system to measure the inside wall temperature and a LIDAR system (Light Detection and Ranging) to determine the exact position. The sensor also has a thermal insulation jacket and internal temperature monitoring. This ensures that the complex electronics of the system are not exposed to excess temperatures. In the event of too high temperature (e.g. due to too long residence times inside the product), the sensor automatically moves out of the product so that damage can be avoided. The sensor values recorded by the system are continuously communicated to the corresponding app via an integrated WLAN interface, so that all information are available at any time. In addition, the data is written to an internal memory card. In difficult communication conditions, communication and power supply can also be implemented with the aid of a supply line.
A caterpilar drive concept with integrated self-centring was developed as the travel drive, since the first prototypes of the system (cambered wheels) has sunk into the still soft molding compound due to the high surface and prevents the system from tilting inside the product due to the self-centring mechanism.
Internal temperature measurement during production
For measurement, the sensor is activated and inserted into the tube (or hollow rod) to be measured at the end of the cooling section. The LIDAR measures the distance of the sensor to the extrusion head and outputs this as a scalar value. Now the sensor can be moved to a set position inside the product via a position specification. An internal control loop then ensures that the sensor automatically maintains this target position by the travel drive operating at the same speed as the pull-off speed of the product.
Once the sensor has reached the set position, the temperature measurement can be activated. An integrated radiation pyrometer, deflected by a deflectiving, mirror, measures the temperature on the inside of the product. The temperature values are written to a database with the corresponding angle position and stored.
The data is then evaluated either live or subsequently on the PC.
Sensor as “window into the process”
Of course, a sensor itself or a measurement is never a solution to a problem, but sensors help to understand the causes of problems and to recognise connections that are not obvious. In the case of internal temperature measurement, this is often influenced by many different factors, the effect of which are often not assumed to be so immense. By using the system, various extrusion defects could already be precisely detected by measurements. At the same time, however, it was also possible in other cases to prove by such measurements that the presumed cause of the problem was not a correct assumption.
Typical extrusion problems due to temperature differences
- Deformation
- Sagging
- Internal stresses
- Roughness
- Degree of crystallisation
- Density distribution
- Surfaces
- …
If you want to be kept informed about new articles and updates, please register for our newsletter and visit our free download area.
[:]