[:de]Wie Sie Lunker in dickwandigen Extrudaten vermeiden[:en]How to avoid vacoules in thick walled extrudates[:]
[:de]
Lunker/Vakuolen sind häufige Qualitätsprobleme die insbesondere bei der Herstellung von dickwandigen Produkten auftreten können. Auch wenn die Ursache für die Entstehung dieses Problems genau bekannt ist, ist die Vermeidung des Problems oft schwierig und aufwändig.
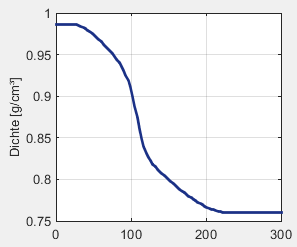 Bei der Abkühlung von Kunststoffen von Schmelzetemperatur auf Umgebungstemperatur verändert sich das spez. Volumen bzw. die Dichte des Kunststoffes sehr stark (siehe Abbildung). Dieses Verhalten (Änderung des Volumens bei der Abkühlung) wird Schwindung genannt. Die Schwindung ist jedoch nicht zu verwechseln mit dem Schrumpf, bei dem zwar ebenfalls eine Formänderung stattfinden kann, die aber ohne eine Volumenänderung erfolgt.
Bei der Abkühlung von Kunststoffen von Schmelzetemperatur auf Umgebungstemperatur verändert sich das spez. Volumen bzw. die Dichte des Kunststoffes sehr stark (siehe Abbildung). Dieses Verhalten (Änderung des Volumens bei der Abkühlung) wird Schwindung genannt. Die Schwindung ist jedoch nicht zu verwechseln mit dem Schrumpf, bei dem zwar ebenfalls eine Formänderung stattfinden kann, die aber ohne eine Volumenänderung erfolgt.
Bei der Extrusion dickwandiger Produkte liegt die Ursache für die Ausbildung von Vakuolen in der inhomogenen Abkühlung des Extrudates. Während die äußere Haut des Produktes (Profil, Platte, Rohr, Vollstab, Flachstab, etc.) in der Regel aktiv gekühlt wird, ist die Kerntemperatur des Produktes nicht direkt kühlbar und somit noch für sehr lange Zeiträume auf einem sehr hohen Temperaturniveau. In einer derartigen Situation, hervorgerufen durch die extrem geringe thermische Leitfähigkeit von Kunststoffen werden die äußeren Bereiche des Produktes formstabil (fest) während der Kern noch weich (oder sogar schmelzflüssig) ist.
Während die Randbereiche des Extrudates somit schon erkaltet sind, findet im Inneren des Materials weiterhin die thermische Volumenänderungen (Schwindung) zeitversetzt statt. Der Kern kühlt ab, baut dabei Dichte auf und verringert sein spezifisches Volumen. Durch dieses zusammenschrumpfen des Kernbereiches werden Spannungen im Materialinneren erzeugt, die als Kraft auf die angrenzenden Produktbereiche wirksam werden. Diese Käfte können dann zu einer Verformung des Produktes führen (Schüsselung, Katana-Effekt, Bogenlauf, etc.).
Sind die Eigenspannungen höher als die maximale Streckspannung reißt das Material
Wenn die Formstabilität der Geometrie höher ist als die auftretenden Zugkräfte, kann jedoch keine Verformung der Geometrie mehr eintreten, was bei sehr dickwandigen Produkten oft der Fall ist. Sind die auftretenden Zugkräfte jedoch gleichzeitig größer als die maximale Streckspannung des Materials, reißt das Material schwindungsbedingt im Inneren auf und bildet eine Vakuole aus.
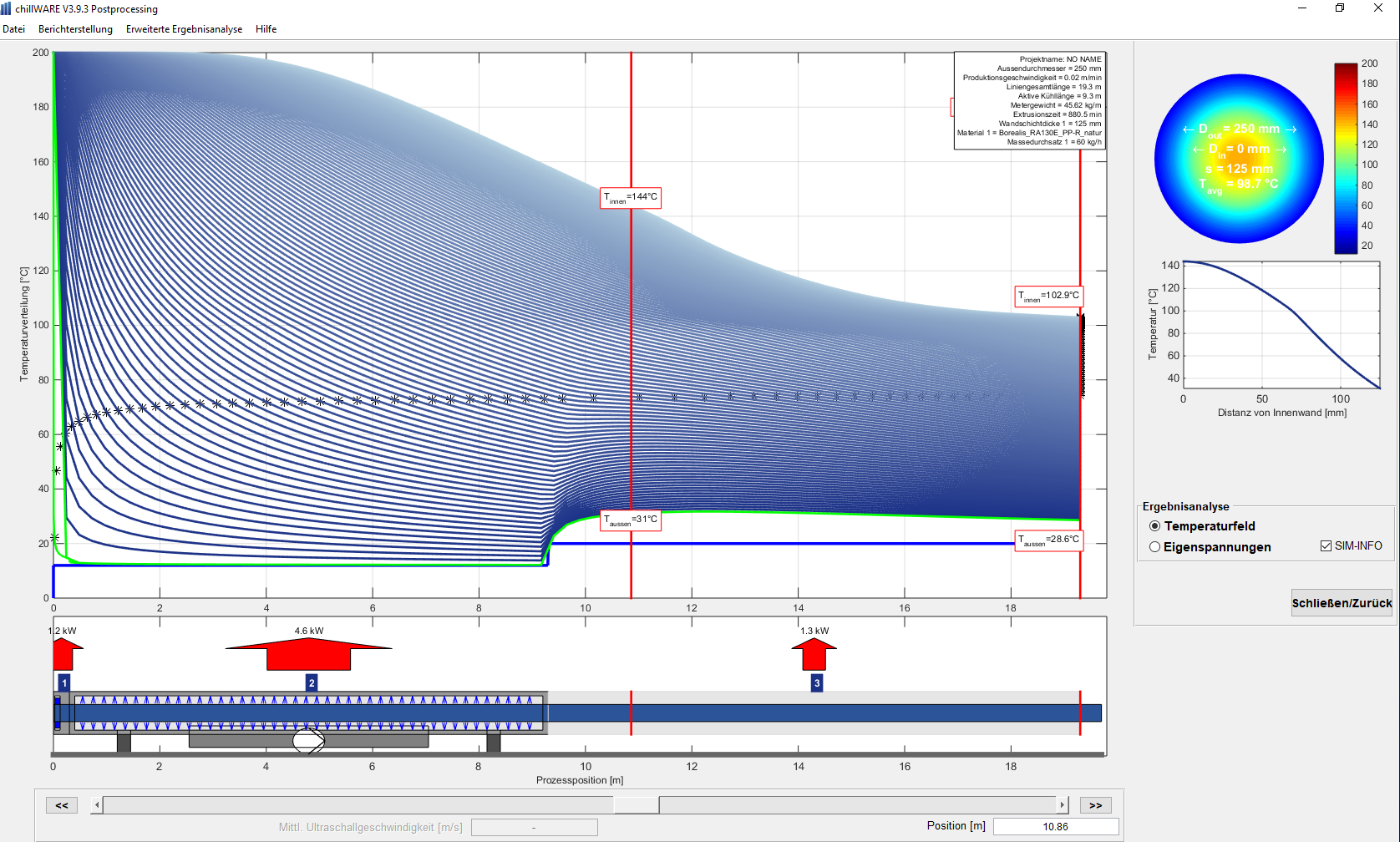
Das nachfolgend abegildete Simulationsergebnis eines 250mm Vollstabes aus PP zeigt, dass selbst nach 20m Kühlstreckenlänge (880min Extrusionszeit) der Kern des Materials noch eine Temperatur von mehr als 100°C aufweist. Gleichzeitig ist die Außenwandtemperatur bereits auf 28°C abgekühlt und somit vollständig erkaltet und formstabil.
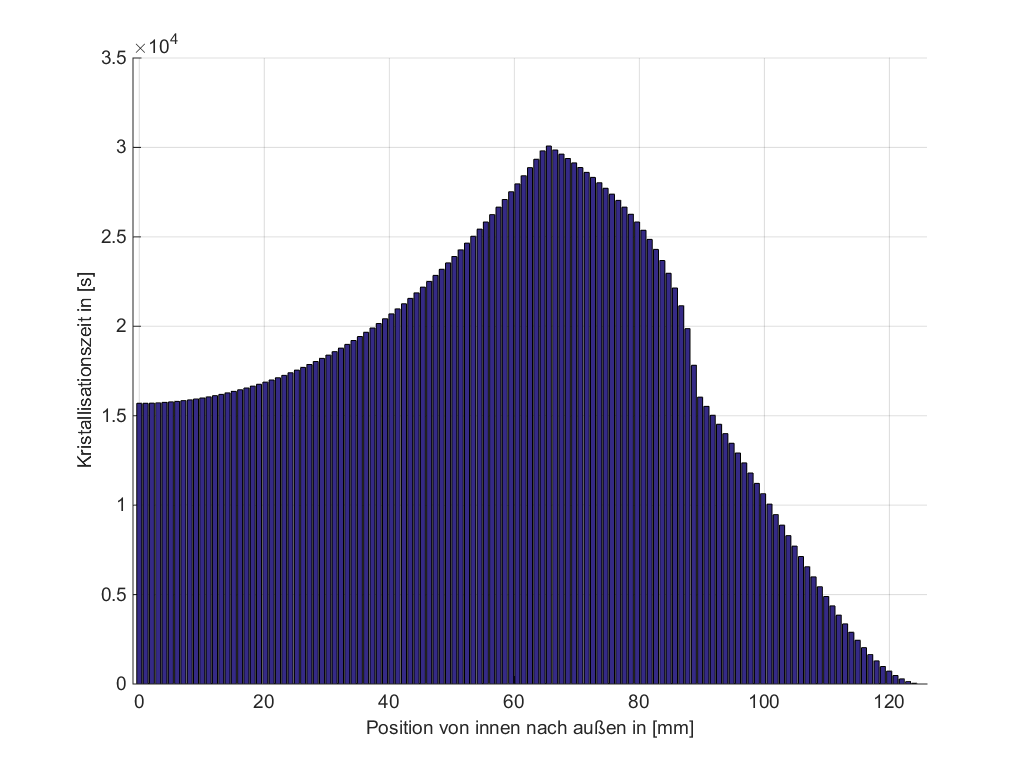
Ebenfalls interessant ist ein Blick auf die Kristallisationszeiten verschiedener radialer Produktschnitte. Nebenstehende Abbildung stellt auf der Abszisse (X-Achse) alle radiale Schichten des Vollstabes dar in die während der Computersimulation diskretisiert wurde (Radius =0 entspricht dem Kern, Radius = 125 entspricht der Produkt-Außenwand.
Auf der Ordinate (Y-Achse) wird der für die jeweilige radiale Schicht gültige Zeitraum in Sekunden dargestellt, wie lange an dieser radialen Position der Temperaturbereich vorlag, in dem Kristallisation möglich ist.
Aufgrund der Tatsache, dass das Produkt am Ende der betrachteten Simulationszeit von 880min noch nicht vollständig erkaltet war, führt dazu dass in der Darstellung die kernnahen Bereiche kürzere Zeiträume aufweisen als die Bereiche zwischen Radius 60 und 90mm.
Vermeidung von Lunkern bei der Extrusion
Die Ursache für die Ausbildung von Lunkern ist die thermische Volumenschwindung des Kunststoffes. Sofern die äußeren Abmessungen des Produktes bereits so stark abgekühlt sind, dass eine Verformung nicht mehr möglich ist, führen hohe Spannungen zwangsläufig zur Ausbildung von Vakuolen. Bei der Vermeidung von Lunkern müssen somit diese Aspekte erreicht werden:
- Sicherstellung einer möglichst homogenen Abkühlung über dem gesamten Produktquerschnitt
- Vermeidung von sehr kalten Kühlmitteltemperaturen
- Einsatz von Inline-Temperzonen in denen sich die materialinternen Temperaturunterschiede abbauen (angleichen) können
- Einsatz von Materialien mit höherer kritischer Streckspannung
- Reduzierung der Massetemperatur der Schmelze
- Mehr “Nachdruck” (sofern im Prozess möglich)
Der zielführendste Ansatz zur Vermeidung von Lunkern bei der Extrusion ist jedoch die Produkt- und materialspezifische Auslegung der Kühlstreckenprozessführung und Kühlstreckentechnologie.
In unseren kostenlosen Downloadbereich, für den Sie sich hier registrieren können, erhalten Sie weitere Informationen zum Thema Vakuolen/Lunker sowie beispielhafte Simulationsergebnisse.[:en]
Voids/blowholes/vacuoles are frequent quality problems that can occur especially in the manufacture of thick-walled products. Although the cause of this problem is well known, it is often difficult and time-consuming to avoid it.
When cooling plastics from melt temperature to ambient temperature, the specific volume or density of the plastic changes considerably (see illustration). This behavior (change in volume during cooling) is called shrinkage.
In the extrusion of thick-walled products, the cause for the formation of vacuoles lies in the inhomogeneous cooling of the extrudate. While the outer skin of the product (profile, plate, tube, solid rod, flat bar, etc.) is usually actively cooled, the core temperature of the product is not directly coolable and thus remains at a very high temperature level for very long periods of time. In such a situation, caused by the extremely low thermal conductivity of plastics, the outer areas of the product become dimensionally stable (solid) while the core is still soft (or even molten).
While the edge areas of the extrudate are already cooled, the thermal induced volume change (shrinkage) continues to take place inside the material with a time delay. The core cools, builds up density and reduces its specific volume. This shrinkage of the core area creates tensions inside the material which act as a force on the adjacent product areas. These can then lead to deformation of the product (bowling, katana effect, sheet travel, etc.).
If the residual stresses are higher than the maximum yield stress, the material cracks.
However, if the shape stability of the geometry is higher than the tensile forces occurring, no deformation of the geometry can occur, which is often the case with very thick-walled products. However, if the tensile forces are greater than the maximum yield stress of the material at the same time, the material tears open inside due to shrinkage and forms a vacuole.
The following simulation result of a 250mm solid PP rod shows that even after 20m of cooling section length (880min extrusion time) the core of the material still has a temperature of more than 100°C. At the same time, the outside wall temperature has already cooled down to 28°C and is thus completely cooled and dimensionally stable.
A look at the crystallization times of different radial product sections is also very interessting. On the abscissa (X-axis), the illustration shows all radial layers of the solid bar into which the computer simulation was discretized (radius =0 corresponds to the core, radius = 125 corresponds to the outer product wall).
On the ordinate (Y-axis) the time period in seconds valid for the respective radial layer is displayed, how long the temperature range in which crystallization is possible was available at this radial position.
(Hint: Due to the fact that the product has not been completely cooled down at the end of the extrusion line (what was simulated using), in this diagram the core area shows a lower degree of crystallization than the areas between radius 60 and 90mm. If the calculation would be done for the whole cooling process, the result would look a little bit different.)
Avoidance of voids, vacuoles during extrusion
The reason for the formation of voids, vacuoles is (very often) the thermal volume shrinkage of the plastic. If the external dimensions of the product has already been cooled down so far that deformation is no longer possible, high stresses inevitably lead to the formation of vacuoles. These aspects must therefore be achieved in order to avoid cavities:
- Ensuring that cooling is as homogeneous as possible over the entire product cross-section
- Avoidance of very cold coolant temperatures
- Use of inline tempering zones in which the temperature differences within the material can be reduced (adjusted)
- Use of materials with higher critical yield stress
- Reduction of melt temperature
- More melt-pressure (if possible in the process)
However, the most effective approach to avoiding cavities in extrusion is the product and material-specific choice of the process parameters for the cooling section as well as the right choice of cooling section technology.