[:de]Wie Sie den Energieverbrauch Ihres Extruderantriebes halbieren können![:en]How you can halve the energy consumption of your extruder drive[:]
[:de]
Bei der Extrusion wird Kunststoffgranulat durch Umwandlung mechanischer Energie in Friktion plastifiziert, so dass eine Umformung des Schmelzestromes in die Produktform ermöglicht wird. Die dafür notwendige mechanische Energie (Drehmoment und Rotation der Schnecke) wird mit Hilfe von Elektromotoren, also aus elektrischer Energie erzeugt. Die zusätzliche Heizungen tragen oft nur einen kleinen Teil in der Gesamtenergiebilanz dazu bei.
Bei neuen Extrusionsanlagen kommen heutzutage in aller Regel Asynchron- bzw. Synchronmotoren, seltener auch Torque-Antriebe zum Einsatz. Dabei werden Antriebe aus der Kategorie IE2 oder höher eingesetzt. Die Kategorie IE2 (gehobener Wirkungsgrad) entspricht dabei etwa der alten Klassifizierung (EFF2). Kategorisierungen wie IE1, IE2 oder IE3 unterscheiden Antriebe in Abhängigkeit ihres maximalen Wirkungsgrades. Je höher der maximale Wirkungsgrad eines Antriebes ist, desto höher ist die Nummer der erreichten Kategorie.
Den maximalen Wirkungsgrad erreichen elektrische Antriebe meist nahe Ihrem Nennbetriebspunkt, wobei der Nennbetriebspunkt sich definiert durch Nenndrehzahl und 100% Drehmomentauslastung. Die Wirkungsgrade im Nennbetriebspunkt liegen dann in der Regel deutlich oberhalb von 90%, also insgesamt in einem sehr verlustarmen Bereich.
Antriebswirkungsgrade kleiner 40% heute noch möglich?
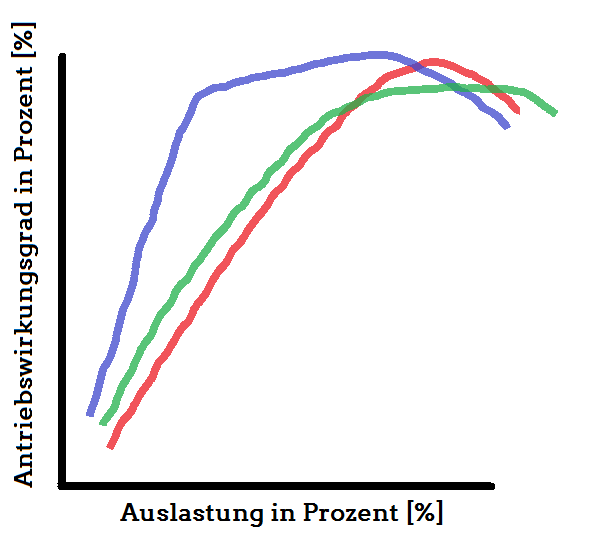
Wichtig ist jedoch, dass der Wirkungsgrad eines elektrischen Antriebes nicht über alle Betriebspunkte konstant ist, sondern dass dieser bei veränderten Betriebsbedingungen auch unterschiedlich sein kann. Wirkungsgradkennfelder zeigen die Abhängigkeit des Wirkungsgrades im Vergleich zur Belastung des Antriebes. Solchen (in der Regel dreidimensionalen Diagrammen (Wirkungsgrad, Drehzahl, Drehmoment)) können die Wirkungsgrade in unterschiedlichen Betriebspunkten entnommen werden. Höchst interessant ist dabei, dass bei einer sehr geringen Auslastung des Antriebes, die Wirkungsgrade teilweise Werte kleiner 40% annehmen können. Leider werden derartige Wirkungsgraddiagramme oder Motorenkennfelder von den Antriebsherstellern nur in seltenen Fällen publiziert, so dass diese Werte nur durch reale Messungen überprüft werden können. Nebenstehende Abbildung zeigt abstrahiert und schematisch unterschiedliche Auswirkungen des Betriebspunktes auf den Wirkungsgrad. Tendenziell gelten Synchronantriebe (AC) als Antriebe mit geringerem Einfluss des Betriebspunktes auf den Wirkungsgrad (Verhalten ähnlich der blaue Kurve) wohingegen Gleichstromantriebe (DC) tendenziell eher höhere Abhängigkeiten aufweisen (Verhalten ähnlich der roten Kurve). Letztendlich existieren hierzu jedoch zu viele Einflussfaktoren, so dass eine Pauschalisierung nicht so ohne weiteres möglich ist und nur reale Messungen verlässliche Informationen geben können.
Extruder ohne Überdimensionierung selten
Hinzu kommt ein weiterer Aspekt, der sich auf die Dimensionierung des Antriebes, also die installierte Antriebsleistung an einem Extruder bezieht. Die menschliche Vorgehensweise bei der Auswahl einer neuen Antriebseinheit ist dabei oft etwa so:
Bei einer Neubeschaffung eines Extruders wird zunächst einmal die Frage gestellt, welchen Durchsatz der Extruder denn realisieren soll. Dabei werden bereits häufig Werte definiert, die mit der Realität der Produktionssituation nur wenig gemein haben.
Typisches Beispiel:
Die aktuell realisierbare Produktionsgeschwindigkeit erlaubt maximale Durchsätze von ca. 150kg/h.
Bei einer Neubeschaffung ist aber wichtig, dass der Extruder nicht so schnell an seine Grenzen stößt (“Wer weiß schon welche Auslastung sich im nächsten Jahr ergeben wird”). Daher wird der Extruderbauer angefragt für eine Extruderdimensionierung für einen Durchsatz von 175kg/h.
Der Hersteller von Extrudern kennt sich mit der Dimensionierung von Antrieben aus, verfügt aber über ein standardisiertes Programm. Ein Blick in die Auslegungstabelle verrät dem Vertriebler, dass Serie A bis zu einem Durchsatz von 160kg/h angegeben wird, Serie B aber einen maximalen Durchsatz von 210kg/h realisieren kann. Folglich wird die Konfiguration aus Serie B gewählt.
Bei der Definition der Serie B durch die Ingenieure und Techniker des Extruderbauers wurde festgelegt, dass der Extruder in der Lage sein soll mit einem hochviskoses Material einen Durchsatz von 210kg/h zu realisieren. Den Berechnungen nach, wird dafür eine Leistung von ca. 40kW benötigt. Standardmäßig wird durch die Ingenieure ein Sicherheitsfaktor von 1,2 multipliziert, so dass seitens des Extruderbauers beim Hersteller der Elektromotoren eine Antriebsleistung von 48kW angefragt wird.
Auch der Hersteller der Elektromotoren verfügt jedoch über standardisierte Baugrößen und bietet nun, zur Vermeidung einer Unterdimensionierung einen Antrieb mit der Nennleistung von 55kW an.
Das angebotene System verfügt somit über einen Extruderantrieb mit einer Nennleistung des Elektromotors von 55kW.
Gehen wir nun noch einmal an den Anfang zurück und schauen uns die Wunschvorstellung des Kunststoffverarbeiters noch einmal an. Dort ist die Rede von maximal realisierbaren Durchsätzen von 150kg/h. Hinterfragen wir diese Anforderungen noch einmal kritisch kommt diese Situation ans Licht: “Ehrlich gesagt wird aber nur ein Produkt auf dieser Linie mit diesen hohen Durchsätzen produziert, zum Großteil der Zeit produzieren wir dort zwischen 90kg/h und 120kg/h.
Überdimensionierung von Antrieben sehr häufig
Es wird somit ein System erworben, welches in der Lage ist Durchsätze von mehr als 230kg/h zu realisieren, wobei unter realistischen Annahmen Durchsätze von weniger als 120kg/h umgesetzt und in den meisten Fällen sogar mit weniger als 100kg/h produziert wird. Das Verhältnis zwischen installierter Leistung und realem Bedarf liegt somit bei einem Überdimensionierungs-Faktor von ~ 2,3.
Auch wenn dieses Beispiel bereits übertrieben klingt, existieren in der Realität sehr viele Fälle die noch sehr viel schlechtere Verhältnisse aufweisen als das oben genannte. (Das maximale durch SHS ermittelte Ergebnis lag bei einem Überdimensionierungs-Faktor von 10,5.)
Wird diese verfahrenstechnische Situation mit den oben dargestellten Informationen zur “Betriebspunktabhängigkeit des Wirkungsgrades elektrischer Antriebe” kombiniert, wird schnell deutlich, dass starke Überdimensionierung von Antrieben erhebliche Auswirkungen auf die Effizienz des Gesamtsystems haben kann. Bei einer Auslastung des Antriebes im Bereich kleiner 20% sind erhebliche Verringerungen des Wirkungsgrades, teilweise bis auf Werte deutlich unterhalb von 40% möglich (immer auch abhängig von der Antriebstechnologie, DC, AC, etc.).
Betriebskosten halbieren
In einem solchen Fall wäre somit durch den Austausch des Antriebes durch einen deutlich kleiner dimensionierten Elektromotor eine Anhebung des Wirkungsgrades um Dekaden, beispielsweise auf Werte oberhalb von 90% möglich. Die Kosten zum Betrieb des Antriebes würden sich somit halbieren! Amortisationszeiten für derartige Maßnahmen bewegen sich oft im Bereich weniger Monate.
Weitere Informationen zu diesem Thema sowie ein Excel-Tool zur Berechnung der Auslastung von elektrischen Antrieben finden Sie in unserem kostenlosen Downloadbereich, für den Sie sich hier freischalten lassen können.
[:en]
In extrusion, plastic granulate is plasticized by converting mechanical energy into thermal energy. The mechanical energy required for this (torque and rotation of the screw) is generated with the aid of electric motors, i.e. from electrical energy. The additional heaters often only contribute a small part to the overall energy balance.
Nowadays, asynchronous and synchronous motors are generally used in new extrusion lines, more rarely also torque drives. Drives from the category IE2 or higher are used. Category IE2 (high efficiency) corresponds approximately to the old classification (EFF2). Categorizations such as IE1, IE2 or IE3 differentiate drives depending on their maximum efficiency. The higher the maximum efficiency of a drive, the higher the number of the category reached.
Electrical drives usually achieve maximum efficiency close to their standard operating point, whereby the standard operating point is defined by 100% of nominal speed and 100 % torque utilization. The efficiencies at the standard operating point are generally above 90 %, i.e. in a very low-loss range overall.
Drive efficiencies of less than 40 % still possible today?
However, it is important that the efficiency of an electric drive is not constant over all operating points, but that it can also be different when operating conditions change. Efficiency maps show the dependence of the efficiency in comparison to the load of the drive. Such (usually three-dimensional diagrams (efficiency, speed, torque)) can be taken from the efficiencies at different operating points. It is extremely interesting that with a very low utilization of the drive, the efficiencies can sometimes reach values of less than 40 %. Unfortunately, such efficiency diagrams or engine characteristic diagrams are rarely published by the drive manufacturers, so that these values can only be checked by real measurements. The illustration shows abstracted and schematically different effects of the operating point on the efficiency. Synchronous drives (AC) tend to be regarded as drives with less influence of the operating point on the efficiency (behaviour similar to the blue curve) whereas direct current drives (DC) tend to have higher dependencies (behaviour similar to the red curve). Ultimately, however, there are too many influencing factors, so that a generalization is not so easily possible and only real measurements can provide reliable information.
Extruder without oversizing rarely
There is also another aspect that relates to the dimensioning of the drive, i.e. the installed drive power on an extruder. The human approach to selecting a new drive unit is often like this:
When purchasing a new extruder, the first question is what throughput the extruder should achieve. Values are often already defined that have little in common with the reality of the production situation.
Typical example:
The currently realizable production speed allows maximum throughputs of approx. 150 kg/h.
When purchasing a new extruder, it is important that it does not reach its limits so quickly (“Who knows what capacity utilization will result in the next year”). Therefore, the extruder manufacturer is requested for an extruder dimensioning for a throughput of 175 kg/h.
The manufacturer of extruders is familiar with the dimensioning of drives, but has a standardized program. A look at the design table reveals to the sales representative that series A is indicated up to a throughput of 160 kg/h, but Series B can achieve a maximum throughput of 210 kg/h. Consequently, the configuration is selected from Series B, because series A does not fit the customer request (175 kg/h).
In the definition of series B by the engineers and technicians of the extruder manufacturer, it was specified that the extruder should be able to achieve a throughput of 210 kg/h with a highly viscous material. According to calculations, a power of approx. 40 kW is required for this. As standard, the engineers multiply a safety factor of 1.2 so that the extruder manufacturer requests a drive power of 48 kW from the manufacturer of the electric motors.
The manufacturer of the electric motors also has standardized sizes and now offers a drive with a nominal power of 55 kW to avoid under sizing.
The system offered thus has an extruder drive with a rated electric motor output of 55 kW.
Let us now go back to the beginning and take another look at the wishful thinking of the plastics processor. The maximum throughput of 150 kg/h is mentioned there. To be honest, only one product is produced on this line with these high throughputs; for the most part, they produce between 90 kg/h and 120 kg/h.
Oversizing of drives very often
A system is thus acquired which is capable of throughputs of more than 230 kg/h, whereby under realistic assumptions throughputs of less than 120 kg/h are converted and in most cases even produced with less than 100 kg/h. The ratio between installed capacity and real demand is thus an oversizing factor of ~ 2.3.
Even if this example sounds exaggerated, in reality there are many cases that are even worse than those mentioned above. (The maximum result determined by SHS was an oversizing factor of 10.5.)
If this process engineering situation is combined with the above information on the “operating point dependence of the efficiency of electric drives”, it quickly becomes clear that severe over-dimensioning of drives can have considerable effects on the efficiency of the overall system. With a drive load in the range of less than 20 %, considerable reductions in efficiency are possible, sometimes to values well below 40 % (always also depending on the drive technology, DC, AC, etc.).
Cut operating costs in half
In such a case, replacing the drive with a significantly smaller electric motor would increase the efficiency by decades, for example to values above 90%. The costs for operating the drive would thus be halved! Payback periods for such measures are often in the range of a few months.
If you are interested in further information or if you want to be kept informed about new articles, please register for our newsletter and our free download area.
[:]