[:de]Wie Sie die Schmelzequalität durch den Einsatz von Mischteilen verbessern können[:en]How to improve the melt quality by using dynamic mixers[:]
[:de]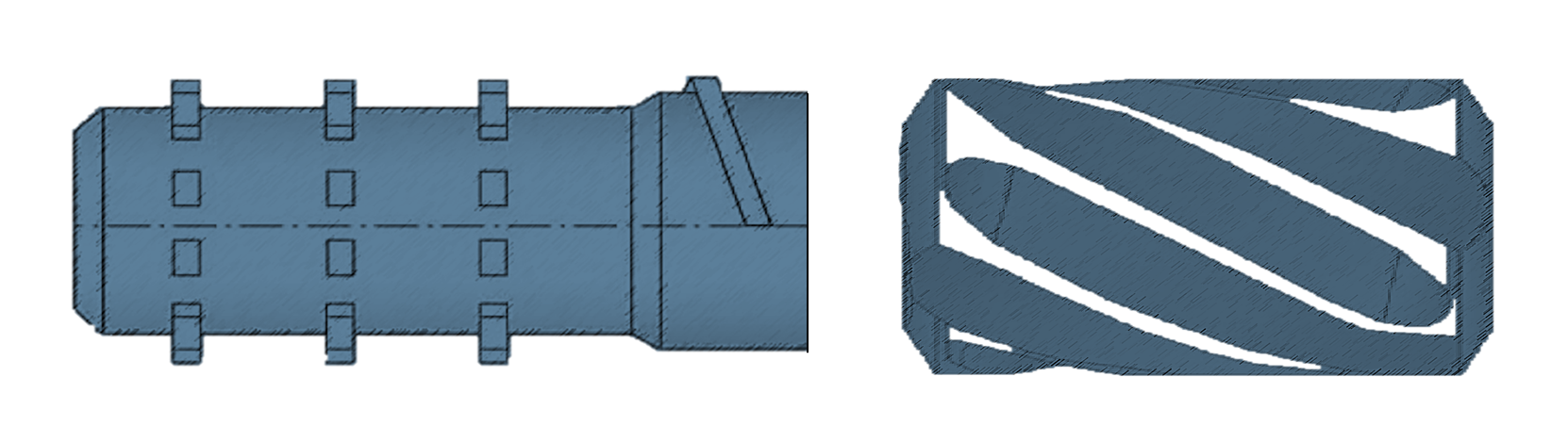
Zur Erreichung einer hohen Produktqualität werden heutzutage sehr häfuig Additive den Rohstoffen beigemischt, die eine Veränderung bzw. Verbesserung der Produkteigenschaften hervorrufen. So können heutzutage Kunststoffprodukte hergestellt werden die in Bereichen eingesetzt werden können, in denen der Einsatz von reinen Kunststoffen undenkbar wäre. Die Qualität des Endproduktes wird jedoch nicht nur durch die Additive bestimmt, auch der Verarbeitungsprozess spielt dabei eine sehr wesentliche Rolle.
Im Anschluss an die Aufschmelzzone der Extrusionsschnecke (siehe dazu auch den Beitrag zum Thema Extrusionsschnecken) folgt die eigentliche Meteringzone des Extruders, dessen Aufgabe die Homogenisierung der Schmelze sowie das Ausgleichen von Druck- und Förderschwankungen ist. Zudem werden in der Meteringzone ggf. noch vorhandene Granulatkörner aufgeschmolzen. Zur Optimierung dieser Wirkung werden im Anschluss an die Meteringzone häufig dynamische Mischteile eingesetzt, die Bestandteil der Schnecke sind und somit mit gleicher Rotationsgeschwindigkeit rotieren und die Durchmischung der Schmelze verbessern.
Am Markt existieren unterschiedlichste geometrische Formen an Mischteilen, wobei die verschiedenen Mischteile grob in zwei Kategorien eingeteilt werden können, die die Wirkungsweise des Mischteils beschreibt. Es wird unterschieden in zerteilendes (dispersives) und verteilendes (distributives) Mischen.
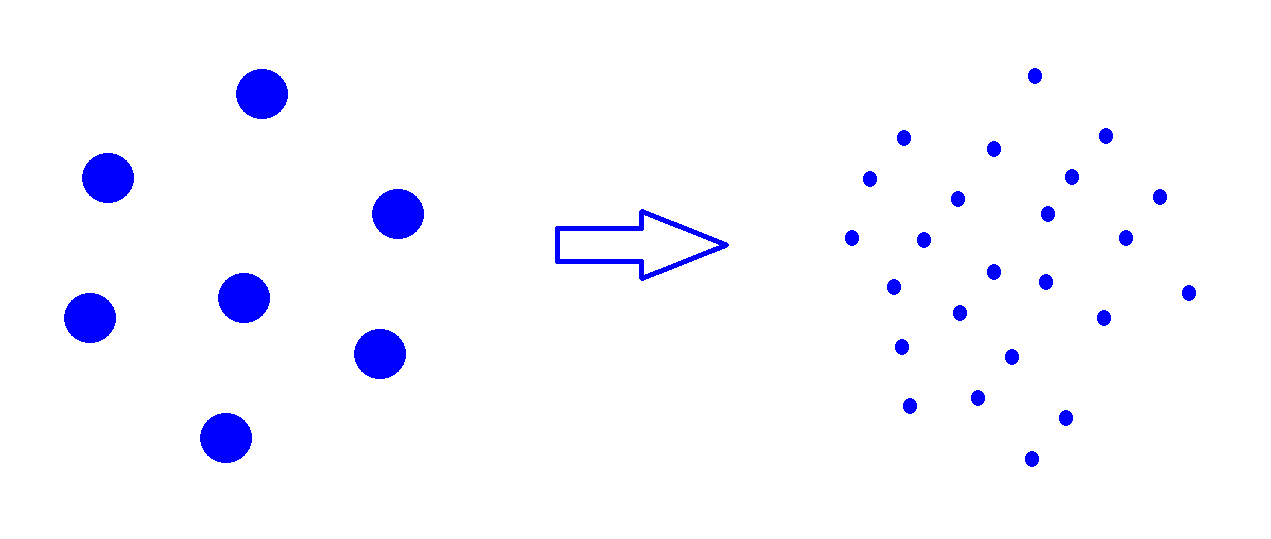
Beim dispersiven Mischen werden größere Anhäufungen einer Kompoente (sogenannte Agglomerate) zerteilt. So entstehen aus wenigen großen Agglomeraten viele einzelne Partikel, die in der Dimension deutlich kleiner sind. Hierzu ist es notwendig, dass äußere Kräfte auf die Agglomerate wirken, welche größer sind als die Bindungskräfte zwischen den Atomen und Molekülen des Agglomerates. Dazu werden Mischteile eingesetzt, die in der Schmelze ein Dehn- und Schubspannungsfeld erzeugen. Durch die Krafteinwirkung brechen die Agglomerate auf und es entstehen Einzelpartikel, die später besser in der Gesamtmatrix verteilt werden können.
Dispersives Mischen (zerteilendes Mischen)
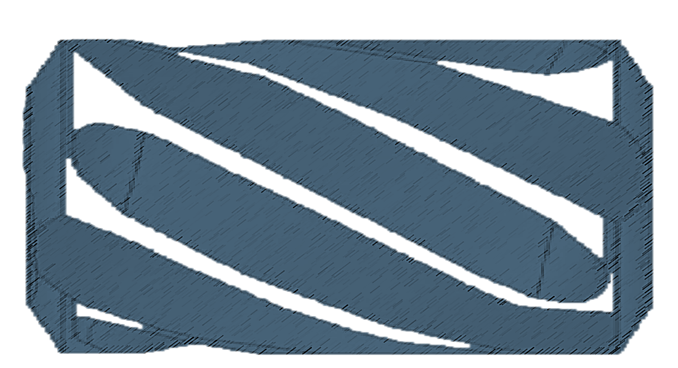
Sofern eine zerteilende Wirkung erreicht werden soll, ist es hilfreich ein möglichst hohes Schub- und Dehnspannungsfeld in der Schmelze zu erzeugen. Dies kann durch den Einsatz von Schermischteilen, beispielsweise dem häufig eingesetzten “Wendelschermischer” erreicht werden. Durch die engen Spalte entsteht eine hohe Scherung des Materials, wodurch Agglomerate aufgebrochen werden können, aber auch Molekülketten zerschlagen bzw. getrennt werden können.
Distrbutives Mischen (verteilendes Mischen)
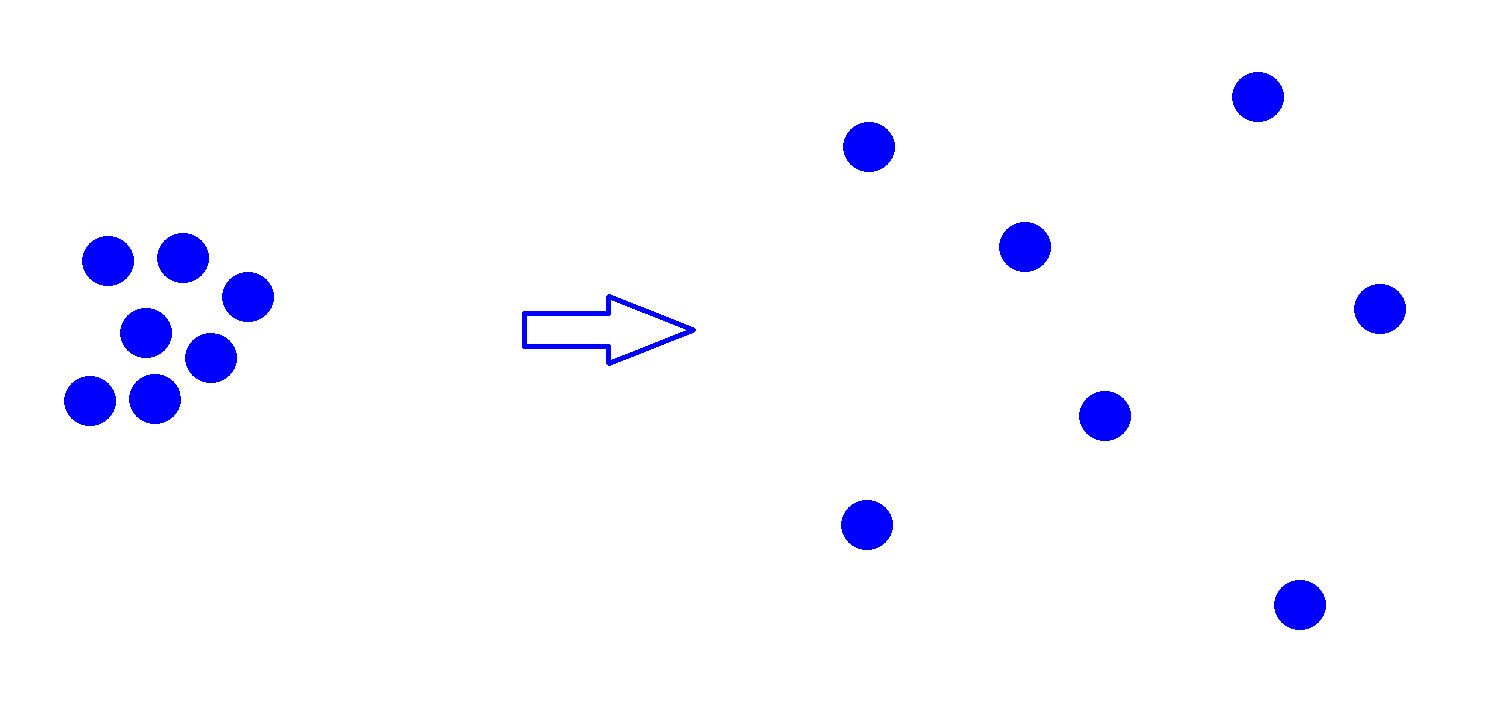
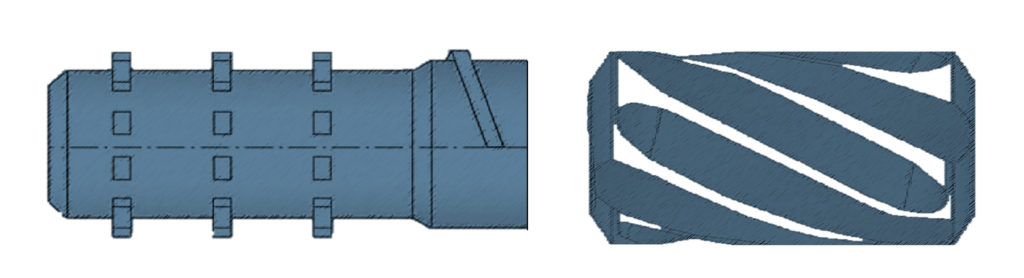
Das distributive oder verteilende Mischen wird meist dann eingesetzt, wenn keine Agglomerate mehr vorhanden sind oder die Partikelgröße der miteinander zu vermischenden Komponenten bereits die Sollgröße erreicht hat. In den meisten Fällen werden die distributiven Mischteile somit nach den dispersiv wirkenden Mischteilen eingesetzt. Die Aufgabe des Distributivmixers ist es dann, eine Oberflächenvergrößerung und eine Umlagerung von Partikeln zu erreichen, so dass eine gute Verteilung realisiert werden kann. Zur Verteilung werden häufig Rautenmischer oder Zahnscheinbenmischer eingesetzt.
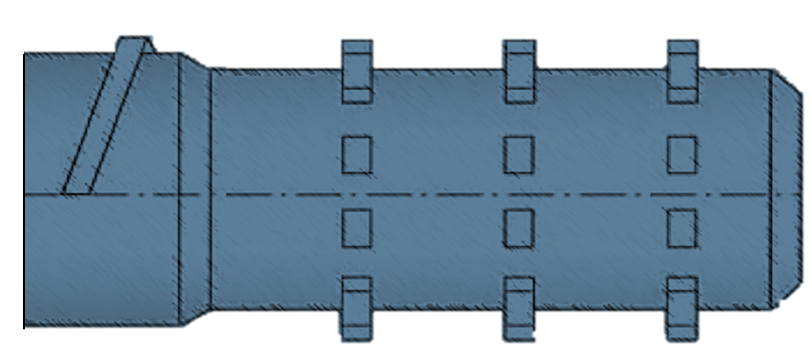
Insgesamt lassen sich Mischteile oft nicht vollständig einer der beiden Kategorien zuordnen, da die meisten Mischteile sowohl eine dispersive als auch eine distributive Wirkung besitzen. Tendenziell sind jedoch Mischteile (auch Scherteile genannt) die von der Geometrie her ähnlich einer Schnecke gestaltet sind den scherenden, dispersiv wirkenden Mischteilen zuzuordnen und die Mischteile die über einzelne Stifte verfügen den distributiv wirkenden Mischteilen zuzuordnen.
Aus eigener Erfahrung sowie aus der Befragung verschiedener Experten der Branche (u.a. Prof. Dr. Johannes Wortberg, Dr. Chris Rauwendaal) kann ich behaupten, dass der Einsatz von Mischteilen (z.B. Wendelschermischteilen) in mehr als 95% der Fälle eine Verbesserung der Schmelzequalität hervorruft. Lediglich in den Fällen in denen das Material (z.B. aufgrund sehr hoher Durchsätze auf kleinen Anlagen) bereits zu stark geschert wird oder das Material extrem schersensitiv ist, zeigen Mischteile negative Auswirkungen.
Tendenziell geht der Trend eindeutig in Richtung des vermehrten Einsatzes von Mischteilen, was insbesondere auch mit den immer höheren zu erreichenden Durchsätzen und gewünschten Produktqualitäten zusammenhängt.
Sofern Sie Interesse an weiteren Informationen zu diesem und anderen Themen aus dem Bereich der Extrusion haben, können Sie sich hier für unseren kostenlosen Downloadbereich und Newsletter registrieren. Sie werden dann per E-Mail informiert, sobald ein neuer Beitrag erscheint und erhalten Zugriff auf unseren kostenlosen Downloadbereich mit vielen Zusatzinformationen, Checklisten und hilfreichen Excel-Tools.
[:en]
In order to achieve a high product quality, additives are added to the raw materials, which cause a change or improvement of the product properties. Nowadays plastic products are often used in areas where the use of pure plastics would be unthinkable.
After the melting zone of the extrusion screw the metering zone follows, which task is to realize a good melt homogenization to avoid pressure and feed fluctuations. In addition, any unmolten granules that are still left are melted. To optimize this effect, dynamic mixing parts are often used after the metering zone, which are part of the screw and thus rotate at the same rotational speed and improve the mixing of the melt.
There are different geometric shapes of mixing parts on the market, whereby the different mixing parts can be roughly divided into two categories, which describe the mode of action of the mixing part. A distinction is made between dispersive and distributive mixing.
In dispersive mixing, large accumulations of a component (so-called agglomerates) are broken down. As a result, a few large agglomerates produce many individual particles, which are significantly smaller in size. For this it is necessary that external forces act on the agglomerate. For this purpose, mixed parts are used which generate an expansion and shear stress filed in the melt. The effect of the force causes the agglomerates to break open and individual particle to form, which can later be better distributed in the overall matrix.
Dispersive mixing (splitting mixing)
If a splitting effect is to be achieved, it is helpful to create the highest possible shear and tensile stress filed in the melt. This can be achieved by using shear mixing devices, such as the frequently used “spiral shear mixer”. The narrow gap results in a high shear of the material, whereby agglomerates can be broken open, but also molecular chains can be broken or separated.
Distributive Mixing (Distributive Mixing)
Distributive or distributing mixing is usually used when no agglomerates are present or the particle size of the components to be mixed has already reached the target size. In most cases, the distributive mixing devices are therefore used after the dispersively acting mixing devices. The task of the distributive mixer is then to achieve an increase in surface area and a rearrangement of particles so that good distribution can be achieved. Diamond mixers are often used for distribution.
Overall, mixing devices often cannot be completely assigned to either category, since most mixing devices have both a dispersive and a distributive effect. However, mixing devices (also known as shear devices), which are similar in geometry to a screw, tend to be assigned to the shearing, dispersive mixing devices and the mixing devices, which have individual pins, to the distributive mixing devices.
From my own experience and from interview with various experts in the industry (including Prof. Dr. Johannes Wortberg, Dr. Chris Rauwendall) I can claim that the use of mixing devices (e.g. spiral shear mixed parts) leads to an improvement in melt quality in more than 95 % of the cases. Only in cases where the material is already sheared too much (e.g. due to very high throughputs on small extruders) or the material is extremely shear-sensitive, mixing devices show negative effects.
The trend is clearly towards the increased use of mixing devices, which is particularly related to the ever higher throughputs to be achieved and the desired product qualities.
If you are interested in further information or if you want to be kept informed about new articles, please register for our newsletter and our free download area.
[:]