[:de]Kann ich die Kühlleistung erhöhen, wenn ich die Kühltanks aneinanderschraube?[:en]Can I increase my cooling power if I connect the cooling tanks?[:]
[:de]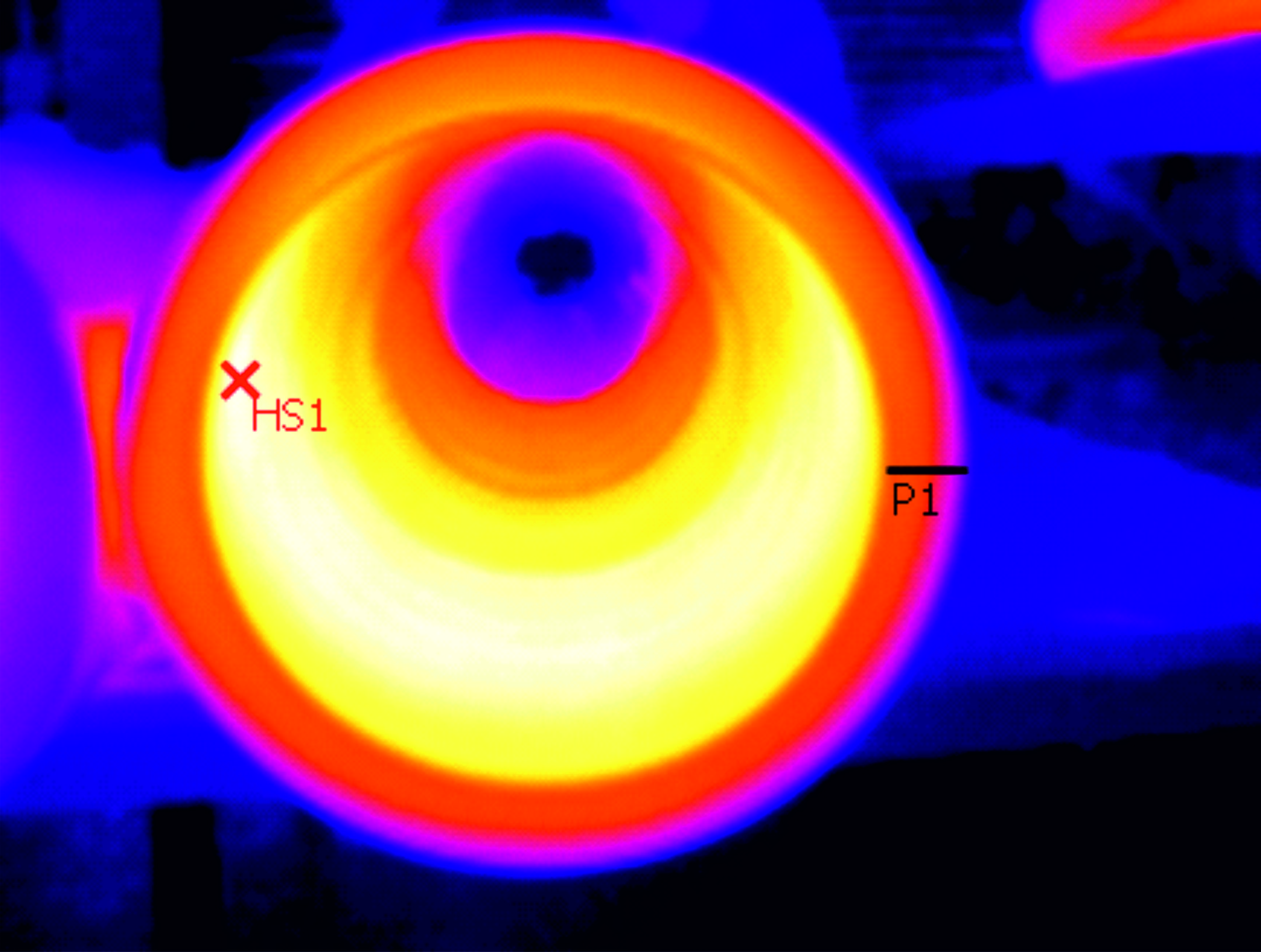
Bei der Extrusion von Rohren, Kabeln, Profilen und vielen anderen Halbzeugen werden Tauchkühltanks oder Sprühkühltanks eingesetzt, in die das heiße Extrudat eingeführt wird und dort mit gekühltem Wasser abgekühlt wird. Als Technologien kommen sowohl der Tauchkühltank vor – bei dem das Extrudat in einem Wasserbad vollständig untergetaucht wird, als auch der Sprühkühltank – bei dem das Extrudat mit feinst vernebeltem Wasser besprüht wird. Als dritte Variante werden nicht selten (oft selbstgebaute) Tanks eingesetzt, in denen das Kühlwasser mit mehreren manuell positionierten Gelenkschläuchen an die gewünschte Stelle geführt wird.
Diese Kühlbäder oder Sprühkühltanks werden in der Praxis oft fest aneinandergeschraubt oder mit Rohren verbunden (sozusagen kurze Tauchtanks), um bei Dimensionswechseln Dichtungen (insbesondere am Vakuumtank) nicht wechseln zu müssen, Leckagen am Tank zu vermeiden oder um zu versuchen die Kühlleistung zu steigern. Dabei werden die zwischen den Tanks existierenden Luftstrecken entweder mit diesen kurzen Tauchbadstrecken ersetzt, oder es werden die Kühltanks aneinandergeschoben und miteinander verschraubt, wodurch die Luftstrecke am Ende der Linie meist länger wird.
Wir betrachten zunächst einmal den erstgenannten Fall, dass die Luftstrecken durch zusätzliche Tauchtanks sozusagen substituiert werden.
Die Wasserkühlung senkt die Temperatur des Extrudates zunächst an der Außenwand eines Produkts. Die Innenseite des Produktes ist jedoch oft sehr lange noch auf einem sehr hohen Temperaturniveau. Je nach Wanddicke entstehen somit oft sehr große Temperaturunterschiede zwischen der Oberflächentemperatur an der Außenseite und der Temperatur im Inneren des Produkts. Weil sich diese Temperaturunterschiede innerhalb einer Luftstrecke etwas angleichen können, bezeichnet man Luftstrecken häufig auch als Inline-Temperstrecken. Wer sie vermeidet, unterbindet auch den Temperaturausgleich und nimmt Einfluss auf den Wärmetransport von Innen nach Außen.
Am folgenden Beispiel wird einmal der Einfluss der Luftstrecke auf die Abkühlsituation gezeigt. Die Berechnung wurde durchgeführt mit chillWARE(R) im Modul PipeSIM. Die als Beispiel gewählte Produktdimension beträgt 80×10 (SDR 8) und es wird ein Rohr aus einem PE HD Material mit einer Produktionsgeschwindigkeit von 1,54m/min (200kg/h) extrudiert. Der Kühlstreckenaufbau besteht aus einem Vakuum-Kühltank mit einer Länge von 6m sowie zwei weiteren Kühltanks mit ebenfalls jeweils 6m Länge.
Im unten dargestellten Simulationsergebnis kann die Abkühlsituation für das Produkt mit Einsatz von Luftstrecken analysiert werden. Die Abszisse zeigt die Temperatur des Produktes in Schichten. Die grüne Linie ist die Außenwandtemperatur des Extrudates, die rote Linie die Innenwandtemperatur.
Werden für diese Situation nun die Kühltanks mit einem Rohr verbunden, anstelle einer Luftstrecke einzusetzen, verändert sich die Abkühlsituation zu dem unten gezeigten Verlauf.
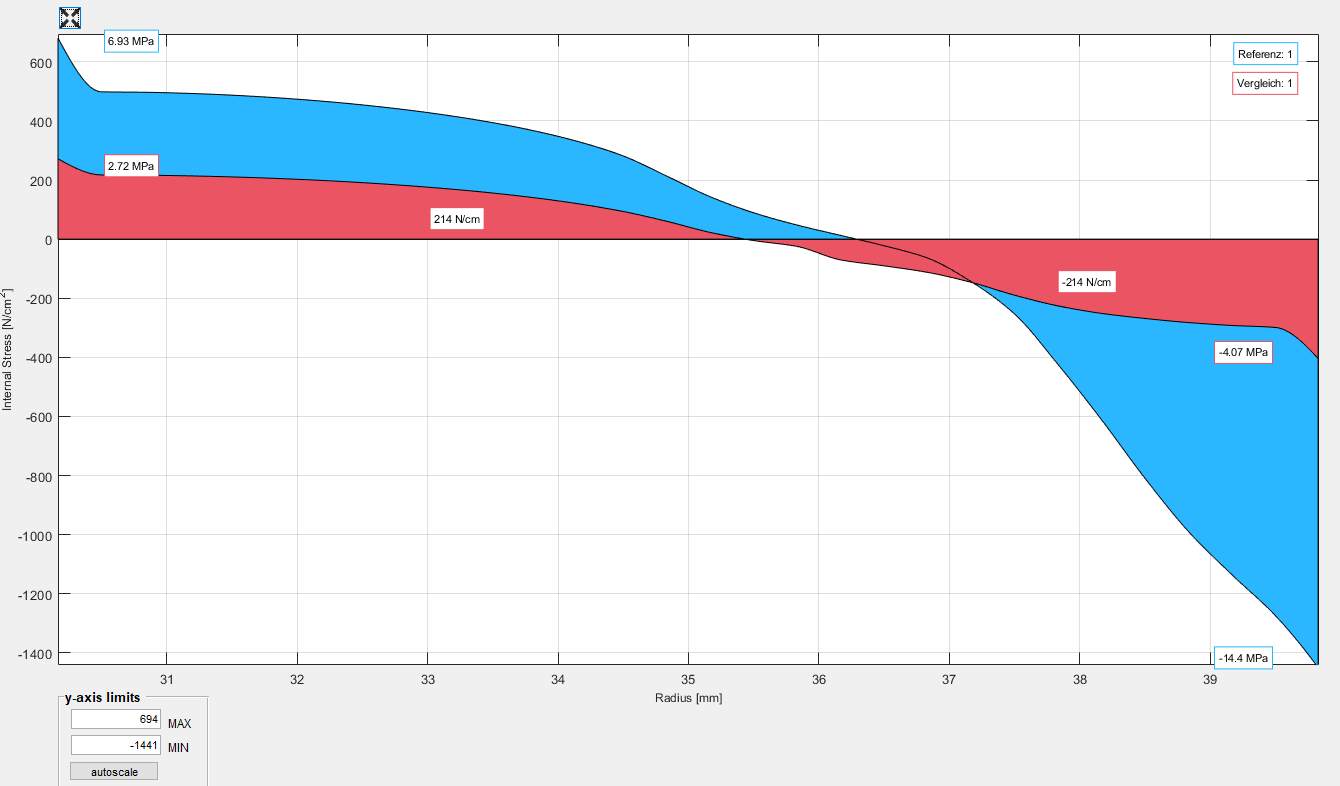
Auch wenn die Abkühlung auf den ersten Blick nun sehr gleichmäßig erscheint, wird der Unterschied der beiden Prozesse sehr schnell deutlich, wenn die sich im Produkt ausbildenden Eigenspannungen betrachtet werden, siehe unten. Der blaue Bereich markiert die Eigenspannungen, die sich im Produkt aufbauen, wenn die Luftstrecken innerhalb der Kühlstrecke entfernt werden. Der rote Bereich markiert die Eigenspannungen beim Einsatz von Luftstrecken. Es ist eindeutig ersichtlich, dass die Eigenspannungen durch den Einsatz von Luftstrecken (Temperzonen) signifikant reduziert werden können, in diesem Beispiel von 214N/cm auf 83N/cm, was einer Reduktion von etwa 61% entspricht.
Auswirkungen auf die Produktqualität
Der Einsatz von Luftstrecken hat somit in den meisten Fällen eine deutliche Auswirkung auf die Produktqualität, insbesondere die Ausbildung von Eigenspannungen im Produkt. Sind sie zu hoch, können Deformationen (Ovalität, Rohrendeneinfall), schlechte mechanische Eigenschaften oder hohe Schwindungswerte auftreten.
Aus unserer Erfahrung ist der gezielte Einsatz von Luftstrecken daher ein sehr sinnvolles Mittel, um hohe Produktqualität zu erreichen. Natürlich kann es auch sinnvoll sein, die Kühlwassertemperaturen an unterschiedliche Produkte oder Materialien anzupassen. Dies kann heutzutage mit entsprechender Simulationssoftware aber perfekt ermittelt werden.
Auswirkungen auf die Produktionsgeschwindigkeit
Natürlich ist es das Ziel eines jeden Extrusionsbetriebes mit maximaler Produktionsgeschwindigkeit zu produzieren. Der Gedanke: “Je mehr aktive Kühlung auf das Extrudat einwirkt, um so schneller ist es kalt.” ist auch in den meisten Fällen richtig. Wird jedoch einmal die Situation betrachtet, dass die Luftstrecken nicht durch zusätzliche Tauchbadkühlung ersetzt wird, sondern dass lediglich die Kühltanks aneinandergeschraubt werden ergibt sich das folgende Abkühldiagramm:
Die aktive Kühlung erfolgt in diesem Beispiel auf 18m Länge (3 x 6m Kühltank), genauso wie bei der Situation mit Luftstrecken. Die Innenwandtemperatur/Außenwandtemperatur des Produktes beträgt am Ende der Extrusionslinie nun aber 53,3°C/47,7°C wohingegen bei der Situation mit Luftstrecken eine Temperatur von 48,1°C/43,°C erreicht werden konnte. Die Kühlleistung hat sich somit durch ein Aneinanderschrauben der Tanks sogar verringert!
(Zum Vergleich: Wenn die Luftstrecken durch Tauchbäder ersetzt werden, wird die aktive Kühlung um 2m verlängert, wodurch dann Temperaturen von 44,2°C/40°C erreicht werden können.)
Der Einsatz von Luftstrecken kann somit bei gleichbleibender aktiver Kühlstreckenlänge sogar einen positiven Einfluss auf die maximal erreichbare Produktionsgeschwindigkeit haben.
Detailanalyse mit chillWARE:
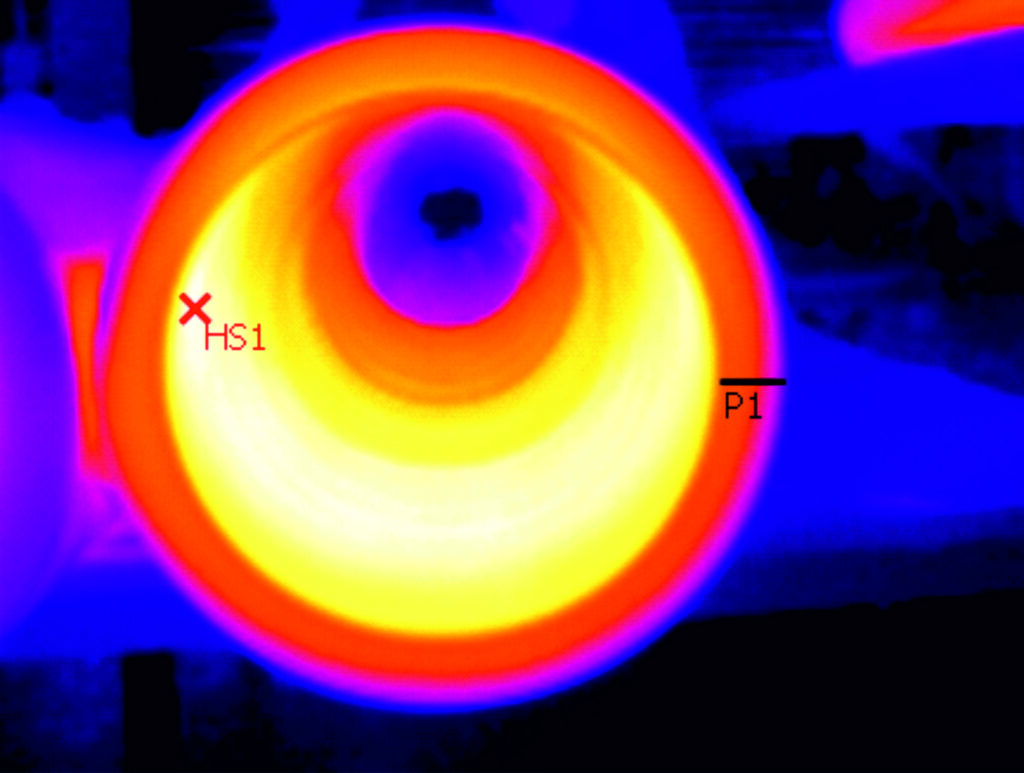
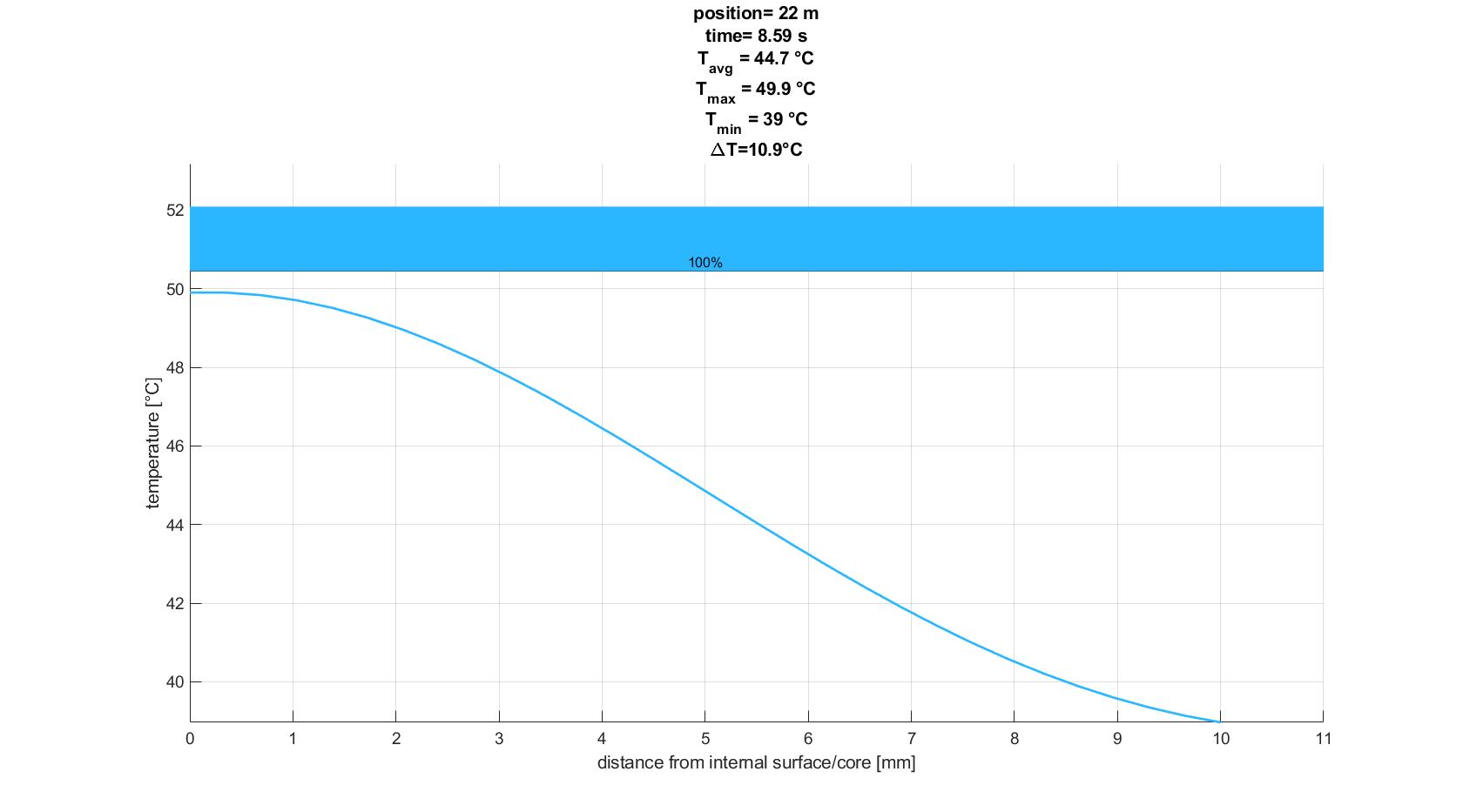
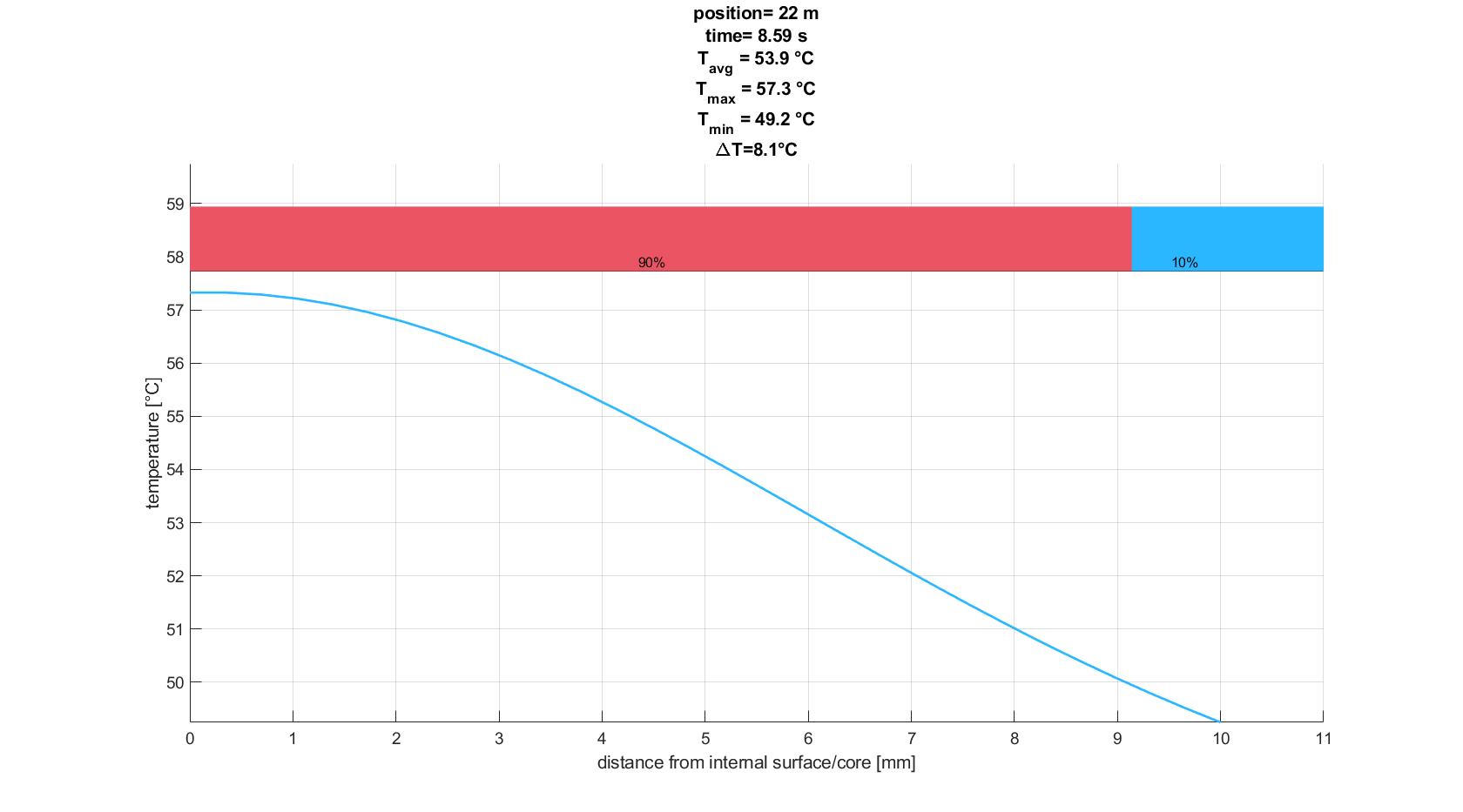
Der folgende Vergleich zeigt die Temperaturverteilung des Rohres im Bereich des Abzuges bei 22m Kühlstreckenlänge.
Beim Einsatz von Luftstrecken hat nach 22m Kühlstreckenlänge 56,7% des Rohrquerschnittes eine definierte Zieltemperatur von 50°C unterschritten.
Werden die Luftstrecken durch aktive Kühlelemente (Tauchbäder) ersetzt, hat nach 22m Kühlstreckenlänge 100% des Rohrquerschnittes eine definierte Zieltemperatur von 50°C unterschritten.
Werden die Kühltanks aneinandergeschraubt hat nach 22m Kühlstreckenlänge gerade einmal 10% des Rohrquerschnittes eine definierte Zieltemperatur von 50°C unterschritten.
Fazit: Praktische Vorteile, die die Produktqualität und die Produktivität beeinträchtigen können
Das Aneinanderschrauben von Kühltanks kann zwar den Aufwand für Dichtungen senken. Diese Vorteile werden aber mit Nachteilen für die Produktqualität und teilweise auch mit einer geringeren Produktivität erkauft.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Excel-Tools sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.[:en]
In the extrusion of pipes, cables, profiles and many other semi-finished products, immersion cooling tanks or spray cooling tanks are used in which the hot extrudate is introduced and cooled with cooled water. Both the immersion cooling tank – in which the extrudate is completely submerged in a water bath – and the spray cooling tank – in which the extrudate is sprayed with ultra-fine atomized water are used as technologies. As a third variant, tanks are often used (often self-made) in which the cooling water is guided to the desired location by several manually positioned articulated hoses.
In practice, these cooling baths or spray cooling tanks are often firmly screwed together or connected to pipes (so to speak short immersion tanks) in order to avoid having to change seals (especially on the vacuum tank) during dimension changes, to avoid leaks on the tank or to try to increase the cooling capacity. The existing air distances between the tanks are either replaced with these short immersion bath distances, or the cooling tanks are pushed together and screwed together, whereby the air distance at the end of the line is usually longer.
First of all, we consider the first case where the air distances are substituted by additional immersion tanks.
Water cooling initially lowers the temperature of the extrudate on the outer wall of a product. However, the inside of the product is often still at a very high temperature level for a very long time. Depending on the wall thickness, very large temperature differences often occur between the surface temperature on the outside and the temperature inside the product. Because these temperature differences can be somewhat similar within an air gap, air gaps are often referred to as inline tempering gaps. Avoiding them also prevents temperature equalization and influences heat transfer from the inside to the outside.
The following example shows the influence of the air distance on the cooling situation. The calculation was carried out with chillWARE(R) in the PipeSIM module. The product dimension chosen as an example is 80×10 (SDR 8) and a pipe is extruded from a PE HD material at a production speed of 1.54m/min (200kg/h). The cooling section consists of a vacuum cooling tank with a length of 6m and two further cooling tanks with a length of 6m each.
In the simulation result shown below, the cooling situation for the product can be analyzed using air sections. The abscissa shows the temperature of the product in layers. The green line is the outer wall temperature of the extrudate, the red line the inner wall temperature.
If, for this situation, the cooling tanks are now connected with a water filled pipe instead of using an air zone, the cooling situation changes to the course shown below.
Even if the cooling appears to be very uniform at first glance, the difference between the two processes quickly becomes apparent when the residual stresses forming in the product are considered, see below. The blue area marks the residual stresses that build up in the product when the air gaps within the cooling section are removed. The red area marks the residual stresses when air distances are used. It is clearly evident that the residual stresses can be significantly reduced by the use of air distances (tempering zones), in this example from 214N/cm to 83N/cm, which corresponds to a reduction of about 61%.
Effects on product quality
In most cases, the use of air gaps therefore has a significant effect on product quality, especially the formation of residual stresses in the product. If they are too high, deformations (ovality, tube end collapse), poor mechanical properties or high shrinkage values can occur.
From our experience, the targeted use of air distances is therefore a very sensible means of achieving high product quality. Of course, it can also make sense to adapt the cooling water temperatures to different products or materials. Nowadays, this can be perfectly determined with appropriate simulation software.
Effects on production speed
Of course, the goal of every extrusion company is to produce at maximum production speed. The thought: “The more active cooling that is applied to the extrudate, the faster it is cold” is also correct in most cases. If, however, the situation is considered that the air distances are not replaced by additional immersion cooling, but that only the cooling tanks are screwed together, the following cooling diagram results:
In this example, the active cooling takes place over a length of 18m (3 x 6m cooling tank), just as in the situation with air distances. At the end of the extrusion line, however, the inner wall temperature/outer wall temperature of the product is now 53.3°C/47.7°C, whereas a temperature of 48.1°C/43.°C could be achieved in the situation with air gaps. The cooling capacity has even been reduced by screwing the tanks together!
(For comparison: If the air distances are replaced by immersion baths, the active cooling is extended by 2m, whereby temperatures of 44.2°C/40°C can then be reached.)
The use of air ducts can therefore even have a positive influence on the maximum achievable production speed while maintaining the active cooling duct length.
Detailed analysis with chillWARE:
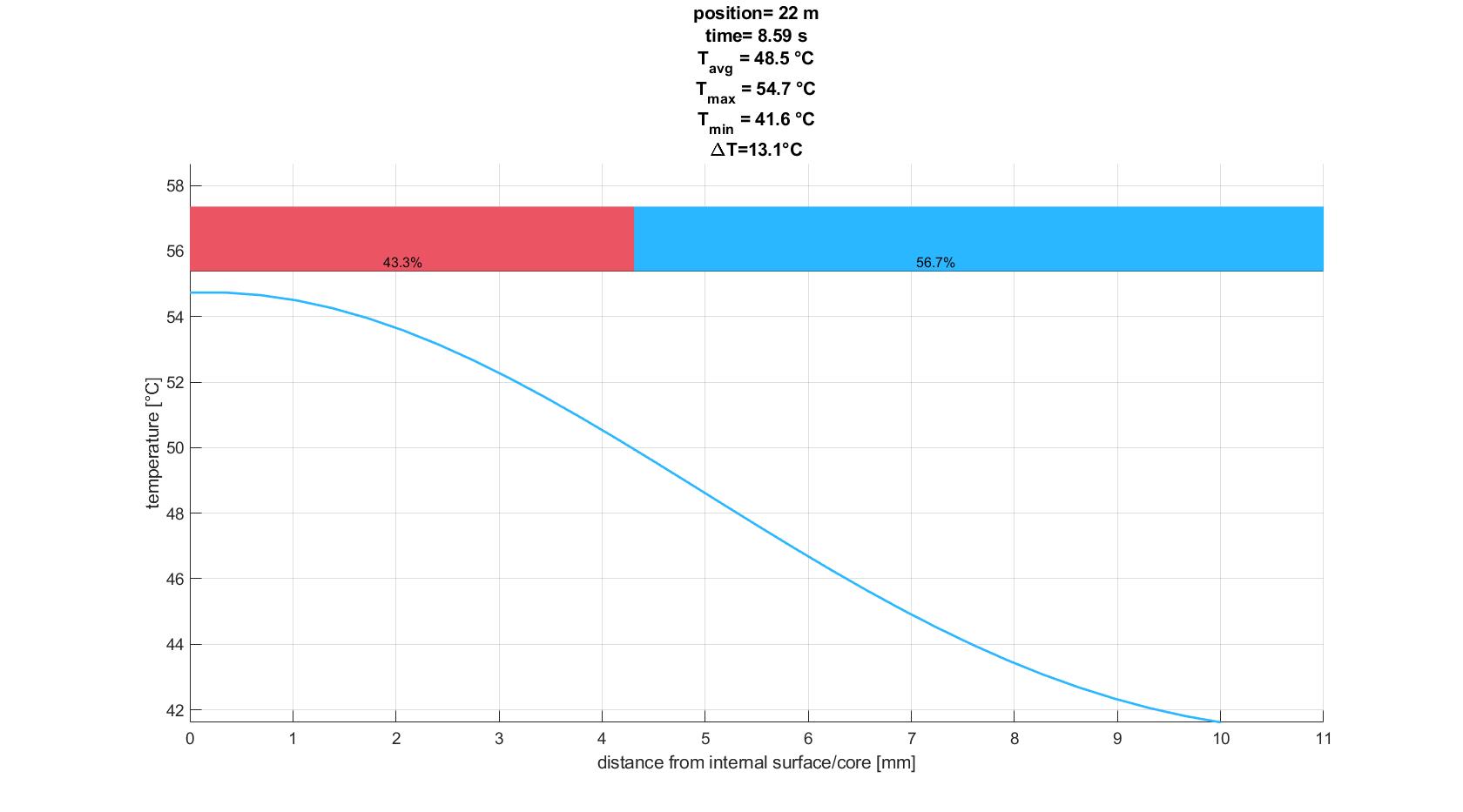
The following comparison shows the temperature distribution of the pipe in the area of the haul-off at 22m cooling section length.
When using air ducts, 56.7% of the pipe cross section has fallen below a defined target temperature of 50°C after 22m cooling duct length.
If the air sections are replaced by active cooling elements (immersion baths), 100% of the pipe cross-section has fallen below a defined target temperature of 50°C after 22 m of cooling section length.
If the cooling tanks are screwed together, only 10% of the pipe cross-section has fallen below a defined target temperature of 50°C after 22m of cooling section length.
Conclusion: Practical benefits that can affect product quality and productivity
The screwing together of cooling tanks can indeed reduce the expenditure for seals. However, these advantages are at the expense of product quality and, in some cases, lower productivity.
Register here (free of charge) as a premium member and gain access to our download area. There you will different tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.[:]