[:de]5 Wege zur Ermittlung von Eigenspannungen an extrudierten Rohren[:en]5 ways to determine residual stresses on extruded pipes[:]

[:de]Bedingt durch die schlechte Wärmeleitfähigkeit thermoplastischer Kunststoffe, bilden sich bei Abkühlvorgängen nach der Extrusion Eigenspannungen (Zug- und Druckeigenspannungen) in den Wandungen des Produkts. Häufig resultieren aus den Eigenspannungen Verformungen und Verzug der Produkte, wodurch das Vorhandensein der Eigenspannungen sichtbar wird. Im Falle von Kunststoffrohren werden axiale und tangentiale Eigenspannungen ausgebildet. Die nachfolgenden Betrachtungen behandeln ausschließlich tangentiale Eigenspannungen bei Kunststoffrohren.
Entstehung von Eigenspannungen
Thermoplastische Kunststoffe, speziell teilkristalline, vollziehen während der Abkühlung aus der Schmelze große Volumenänderungen im Bereich von 20%. Die Kühlung von Kunststoffrohren findet meist von außen statt. Die Außenhaut des Kunststoffrohrs wird bereits in der Kalibrierung eingefroren und kann deshalb keine freien Verformungen mehr ausführen. Der Rest des Rohres weist noch nahezu Schmelzetemperatur auf, wie das Beispiel in der folgenden Abbildung zeigt.
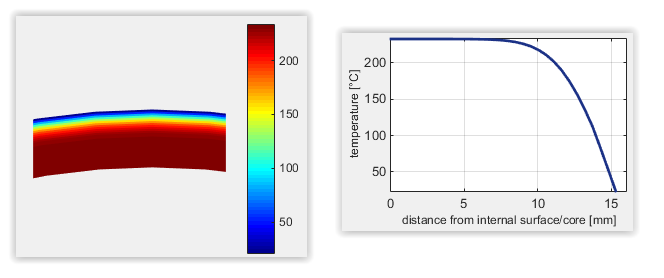
Das bedeutet, dass das Volumen des heißen Materials im Inneren der Rohrwand noch stark schwinden wird, während die Außenhaut bereits eingefroren und somit starr ist. Das Bestreben des heißen Materials zu schwinden wird durch die starre Außenhaut behindert, wodurch im inneren der Rohrwand Zugeigenspannungen resultieren. Das Kräftegleichgewicht wird durch gleichzeitig aufgebaute Druckeigenspannungen in der Außenschicht aufrecht gehalten. Die Eigenspannungen äußern sich zunächst nicht offensichtlich durch größere Verformungen. Erst wenn man das Rohr in axialer Richtung auftrennt und einen Streifen der Rohrwand entnimmt, kann bei primär von außen gekühlten Rohren ein „Einschnappen“ des Rohres beobachtet werden:
Das Ausmaß der Verformung gibt häufig, aber nicht immer, einen Eindruck von der Höhe der Eigenspannungen. Eine Information über die Eigenspannungsverteilung lässt sich allein aus der Verformung jedoch nicht ableiten. Hierzu können beispielsweise spezielle Testverfahren oder Simulationsmethoden verwendet werden, wie in der folgenden Abbildung dargestellt:
Messung von Eigenspannungen in Kunststoffrohren
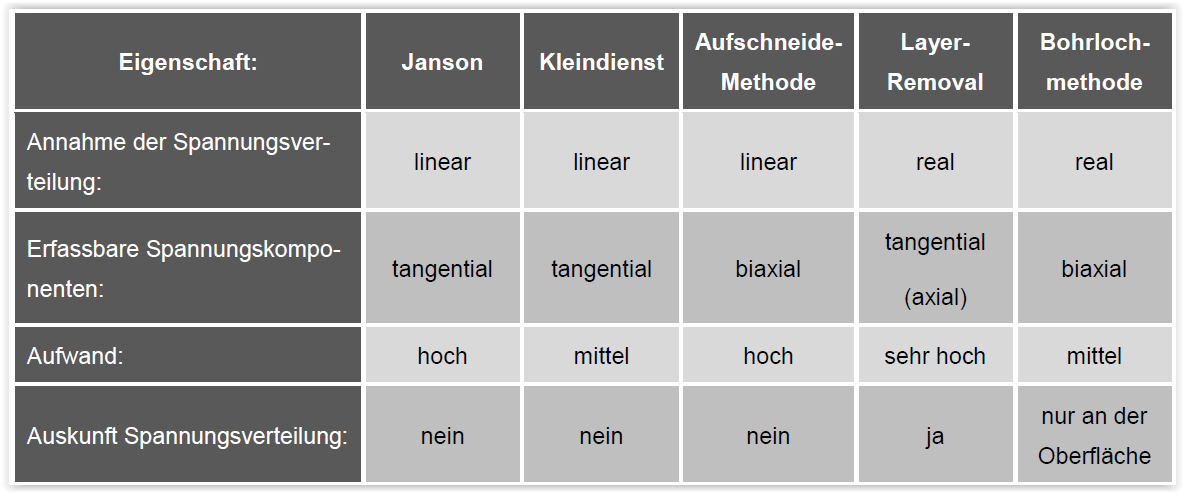
Um tangentiale Eigenspannungen in Kunststoffrohren zu messen, wird häufig die so genannte Janson-Methode angewendet. Sie ist verhältnismäßig weit verbreitet, jedoch existieren auch noch andere Verfahren. Die folgende Tabelle zeigt eine Auflistung der wichtigsten in der Literatur beschriebenen Verfahren:
Janson:
Beim Janson-Testverfahren beruht die Bestimmung der Eigenspannungen auf die durch das Freischneiden (streifen in axialer Richtung herausschneiden) entstehende Verformung einer Rohrprobe. Die Verformungsänderung wird messtechnisch mit der Hilfe von zwei Markierungen auf einem Rohrabschnitt einer bestimmten Länge erfasst. Über formelmäßige Zusammenhänge wird aus der Verformung eine maximale Eigenspannung in der Rohrwand berechnet.
Kleindienst:
Das Messverfahren nach Kleindienst greift ebenfalls auf die durch Eigenspannung hervorgerufene Verformung einer Probe nach dem Freischneiden zurück. Bei diesem Verfahren wird ein Längssegment aus dem Prüfkörper herausgeschnitten, wodurch das Gleichgewicht der Eigenspannungen im Rohr gestört wird. Es kommt zu einer Verformungsreaktion des Ringkörpers, sodass sich der Abstand der beiden Schnittkanten ändert. Mit Hilfe einer Zugprüfmaschine wird die Probe rückverformt und die benötigte Kraft zum Erreichen des Ausgangszustandes bestimmt. Die tangentialen Eigenspannungen errechnen sich unter der Annahme einer linearen Spannungsverteilung über die Rohrwanddicke.
Aufschneide-Methode:
Mit Hilfe der Aufschneide-Methode (im Englischen: Slitting-Method) können die maximalen Eigenspannungen in axialer und tangentialer Richtung bestimmt werden. Zur Bestimmung der tangentialen Eigenspannungen wird das Rohr in Längsrichtung aufgeschnitten und die Verformung (Änderung des Durchmessers) der Rohrprobe beobachtet. Der Außendurchmesser wird nach einer festgelegten Zeitspanne gemessen. Die maximalen tangentialen Eigenspannungen werden mit Hilfe einer Formel berechnet. Die Methode ähnelt der Janson-Methode.
Layer-Removal:
Zu den bei Kunststoffrohren häufig angewandten Verfahren gehört die Layer Removal and Subsequent Slitting-Method (LRSS). Bei diesem Verfahren werden die tangentialen Eigenspannungen durch Verformungserscheinungen gemessen. Bei der LRSS-Methode werden bei einer definierten Anzahl an Proben verschieden dicke Materialschichten abgetragen. Danach werden die Proben in axialer Richtung aufgeschnitten. Die durch das herausgeschnittene Segment bedingte Verformung wird messtechnisch festgehalten. Die Wanddickenänderung kann sowohl durch das Abdrehen der Außenfläche als auch durch das Ausdrehen der Innenfläche des Rohres erfolgen.
Bohrlochmethode:
Die Bohrlochmethode ist eine weitverbreitete Relaxationsmethode zur Bestimmung von Eigenspannungen. Der Einsatz ist für verschiedenste Probentypen zuverlässig und führt schnell zu Resultaten. Weiterhin ruft die Methode nur marginale Schäden an der Probe hervor. Der Verfahrensablauf und die Messprozedur sind u.a. nach ASTM E837 standardisiert. Mit der Bohrlochmethode können sowohl axiale als auch tangentiale Eigenspannungen gemessen werden. Die Eigenspannungen werden durch das Bohren eines Loches (kleiner Durchmesser) in die Rohroberfläche und den daraus resultierenden Dehnungsänderungen bestimmt. Die Dehnungsänderungen der umgebenden Oberfläche werden mit Hilfe von DMS-Rosetten gemessen. In den letzten Jahren werden aber auch vermehrt optische Techniken benutzt, um die Dehnungserscheinungen zu erfassen. Durch eine Bohrung mit einer inkrementellen Tiefensteigerung kann die Spannungsverteilung bis zu einer Tiefe in der Größenordnung des Bohrungsdurchmessers erfasst werden. Aus den mit der Tiefe der Bohrung an der Oberfläche größer werdenden Dehnungen werden die Eigenspannungen berechnet.
Bewertung des Janson – Messverfahrens
Aussage über Spannungsverteilung
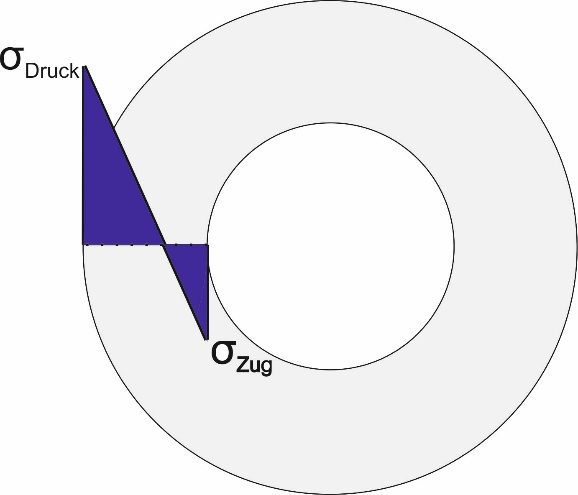
Es ist zu unterscheiden, ob eine reale Eigenspannungsverteilung gemessen wird oder eine lineare Eigenspannungsverteilung unterstellt wird. Die Janson-Methode unterstellt eine lineare Eigenspannungsverteilung. Dies bedeutet, dass an der Außenoberfläche Druckeigenspannungen vorliegen, die innerhalb der Rohrwand linear abnehmen und dann bis zur Rohrinnenwand in Zugeigenspannungen übergehen:
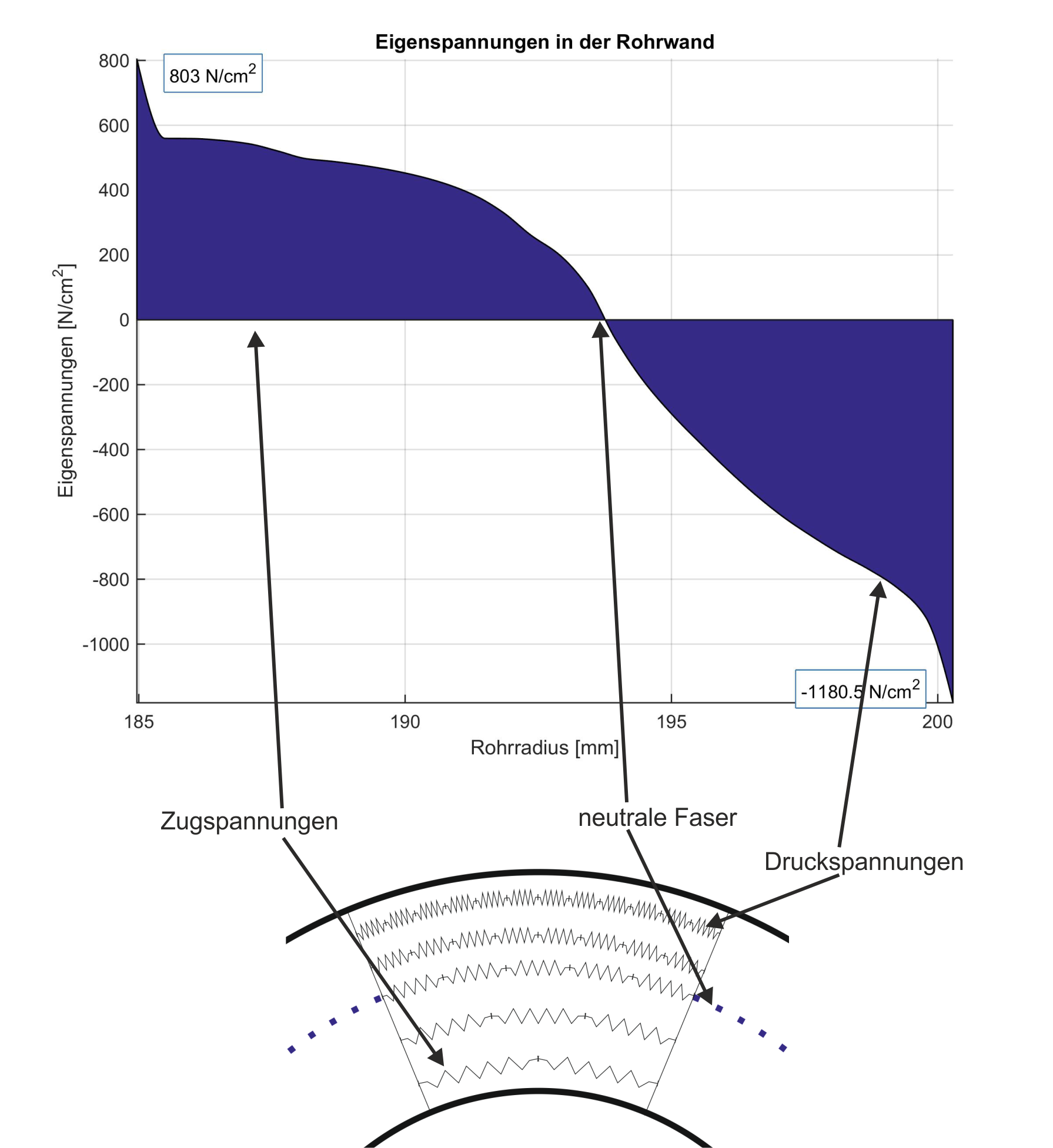
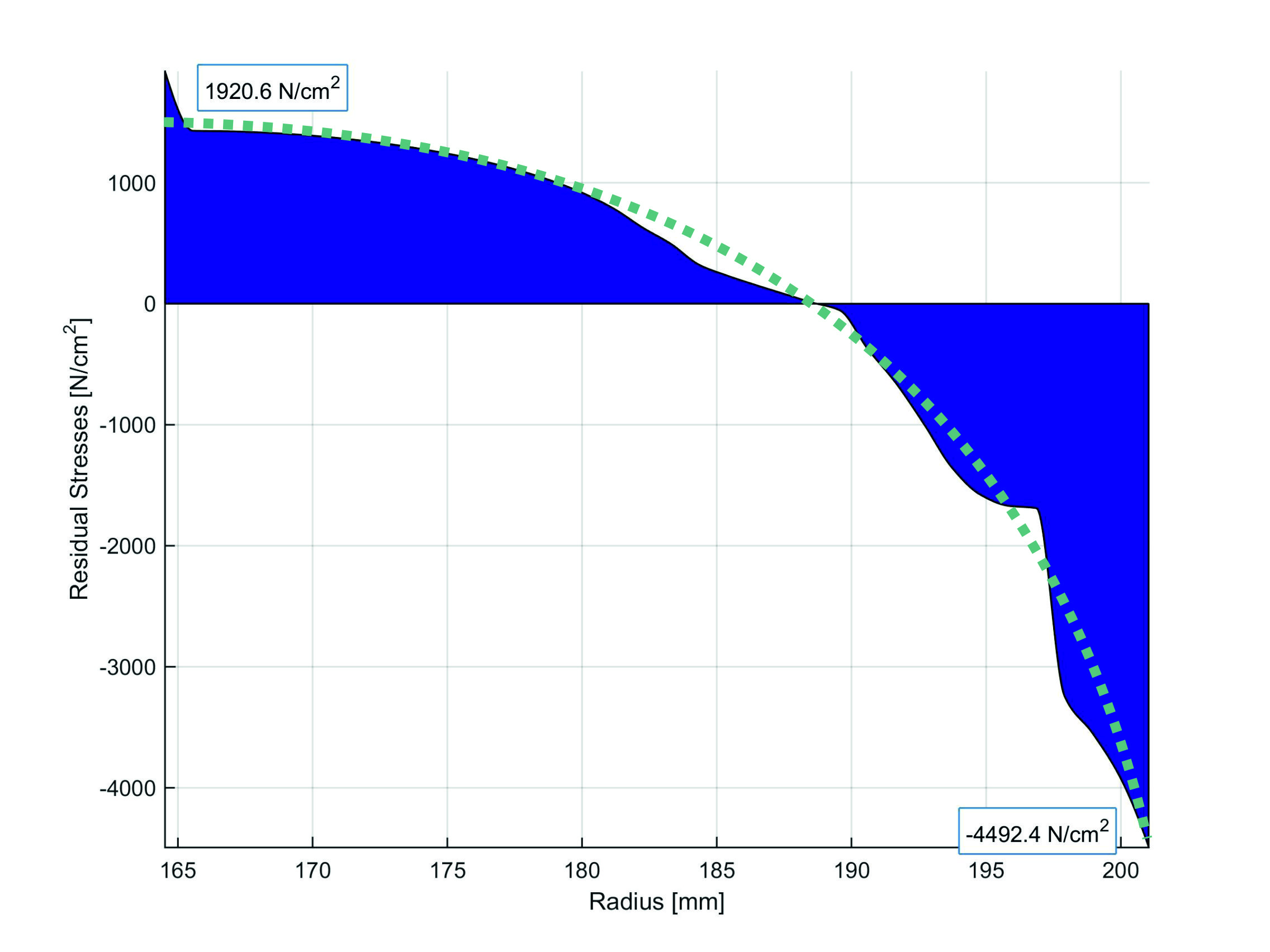
Es liegt nahe, dass dieses lineare Eigenspannungsprofil eine vereinfachte Annahme darstellt. In der Realität bilden sich Eigenspannungsprofile aus, die einen nichtlinearen Verlauf vorweisen, wie beispielsweise die folgende Abbildung aus einer Simulation zeigt:
Die Berechnung von Absolutwerten für die maximal auftretenden Eigenspannungen mit der Janson-Methode ist daher stark fehlerbehaftet.
Aufwand und Anwendung
Die Durchführung des Janson-Tests wird von den Anwendern als kompliziert und wenig reproduzierbar beschrieben. Gerade weil die Eigenspannungen häufig als Qualitätskriterium herangezogen werden, ist dies häufig problematisch.
- Sägeschnitt
Bereits bei der Durchführung des Sägeschnitts, um den axialen Streifen zu entfernen, werden Eigenspannungen abgebaut. Je nach Durchführung des Sägeschnitts kann dieser Effekt mehr oder weniger stark ausgeprägt sein, was somit zu verfälschten Messergebnissen führt.
- Stoßkanten
Wenn der entfernte Streifen nicht breit genug ist, bewegen sich beide Stoßkanten aufeinander zu und können u.U. aufeinandertreffen. Hierdurch wird die Verformung unterbrochen und das Messergebnis verfälscht. Bei dünnwandigen Rohren ist es möglich, die beiden Stoßkanten aneinander vorbei zu führen. Danach reiben jedoch die beiden Rohrflächen aneinander, was ebenfalls zu einem verfälschten Messergebnis führt. Die Alternative, einen breiteren axialen Streifen herauszutrennen ist nicht zu empfehlen, da die Abstandsmessung der sich aufeinander zu bewegenden Markierungen erschwert wird, was ebenfalls zu Messfehlern führt.
- Zeitmessung
Bei während der Durchführung des Sägeschnitts finden Verformungen statt. Diese sind jedoch undefiniert und können somit nicht in den Zeitverlauf des Janson-Tests einbezogen werden. Auch dies erschwert die Reproduzierbarkeit der Messergebnisse und führt zu Fehlern.
Zusammenfassung
Der Janson-Test ist in der Praxis weit verbreitet, weist jedoch diverse Probleme auf:
- Annahme eines linearen Eigenspannungsverlaufs innerhalb der Rohrwand
- Keine Aussage über die Spannungsverteilung möglich
- Schwierige Handhabung des Prüfverfahrens, dadurch schlechte Reproduzierbarkeit
Derzeit finden unterschiedliche Anstrengungen statt, um optimierte Prüfverfahren zu entwickeln
Wenn Sie über weitere Beiträge zum Thema Troubleshooting Extrusion informiert bleiben möchten, melden Sie sich hier für unseren kostenlosen Newsletter an. Gleichzeitig erhalten Sie Zugang zu unserem kostenlosen Downloadbereich.[:en]Due to the poor thermal conductivity of thermoplastics, residual stresses (tensile and compressive residual stresses) are build up in the walls of the product during cooling processes after extrusion. Deformations and distortion of the products often result from the residual stresses, whereby the presence of the residual stresses becomes visible. In the case of plastic pipes, axial and tangential residual stresses are created. The following considerations de
al exclusively with tangential residual stresses in plastic pipes.
Development of residual stresses
Thermoplastic plastics, especially semi-crystalline plastics, undergo large volume changes in the range of 20% during cooling from the melt. Cooling of plastic pipes usually takes place from the outside. The outer skin of the plastic pipe is already frozen during calibration and can therefore no longer carry out any free deformations. The rest of the pipe still has almost melt temperature, as the example in the following figure shows.
This means that the volume of hot material inside the pipe wall will still shrink considerably, while the outer skin is already frozen and thus rigid. The effort of the hot material to shrink is hindered by the rigid outer skin, resulting in residual tensile stresses inside the pipe wall. The equilibrium of forces is maintained by residual compressive stresses simultaneously built up in the outer layer. At first, the residual stresses do not manifest themselves in larger deformations. Only when the pipe is cut in the axial direction and a strip is removed from the pipe wall can the “snapping in” of the pipe be observed with pipes that are primarily cooled from the outside:
The extent of deformation often, but not always, gives an impression of the level of residual stresses. However, information on the residual stress distribution cannot be derived solely from the deformation. For this purpose, for example, special test procedures or simulation methods can be used, as shown in the following list.
Measurement of residual stresses in plastic pipes
The so-called Janson method is often used to measure tangential residual stresses in plastic pipes. It is relatively widespread, but there are other methods. The following table shows a list of the most important procedures described in the literature:
Janson:
In the Janson test procedure, the determination of the residual stresses is based on the deformation of a tube specimen caused by the free-cutting (cutting out strips in axial direction). The change in deformation is measured with the aid of two markings on a pipe section of a certain length. A maximum residual stress in the pipe wall is calculated from the deformation by means of formulaic relationships.
Kleindienst:
The small-scale measuring method also uses the deformation of a specimen caused by residual stress after free cutting. In this method, a longitudinal segment is cut out of the test specimen, disturbing the equilibrium of the residual stresses in the tube. A deformation reaction of the ring body occurs, so that the distance between the two cut edges changes. With the aid of a tensile testing machine, the specimen is reshaped and the force required to reach the initial state is determined. The tangential residual stresses are calculated on the assumption of a linear stress distribution over the pipe wall thickness.
Incision method:
The slitting method can be used to determine the maximum residual stresses in axial and tangential directions. To determine the tangential residual stresses, the tube is cut open lengthwise and the deformation (change in diameter) of the tube sample is observed. The outer diameter is measured after a specified period of time. The maximum tangential residual stresses are calculated using a formula. The method is similar to the Janson method.
Layer Removal:
The Layer Removal and Subsequent Slitting-Method (LRSS) is one of the most commonly used methods for plastic pipes. In this method, the tangential residual stresses are measured by means of deformation phenomena. With the LRSS method, material layers of different thicknesses are removed from a defined number of samples. The specimens are then cut open in the axial direction. The deformation caused by the cut-out segment is measured and recorded. The wall thickness can be changed either by turning off the outer surface or by turning off the inner surface of the pipe.
Drill hole method:
The borehole method is a widely used relaxation method for the determination of residual stresses. The application is reliable for a wide variety of sample types and leads quickly to results. Furthermore, the method causes only marginal damage to the sample. The procedure and the measuring procedure are standardized according to ASTM E837. Both axial and tangential residual stresses can be measured with the borehole method. The residual stresses are determined by drilling a hole (small diameter) into the pipe surface and the resulting changes in strain. The strain changes of the surrounding surface are measured with the aid of strain gauge rosettes. In recent years, however, more and more optical techniques have been used to record the elongation phenomena. Through a bore with an incremental depth increase, the stress distribution can be measured up to a depth in the order of the bore diameter. The residual stresses are calculated from the strains on the surface that increase with the depth of the hole.
Evaluation of the Janson measuring method
Statement about stress distribution
It must be distinguished whether a real residual stress distribution is measured or a linear residual stress distribution is assumed. The Janson method assumes a linear residual stress distribution. This means that residual compressive stresses are present on the outer surface, which decrease linearly within the pipe wall and then change into resi
dual tensile stresses up to the pipe
Inner wall:
It is obvious that this linear residual stress profile represents a simplified assumption. In reality, residual stress profiles are formed which show a non-linear course, as shown, for example, in the following figure from a simulation:
The calculation of absolute values for the maximum residual stresses that occur with the Janson method is therefore highly error-prone.
Effort and application
Users describe the execu
tion of the Janson test as complicated and not very reproducible. This is often problematic because residual stresses are often used as a quality criterion.
1. saw cut
Residual stresses are reduced as soon as the saw cut is made in order to remove the axial strip. This effect can be more or less pronounced depending on how the saw cut is performed, which leads to falsified measurement results.
2. welts
If the removed strip is not wide enough, both edges will move towards each other and may collide. This interrupts the deformation and distorts the measurement result. With thin-walled pipes, it is possible to guide the two butt edges past each other. Afterwards, however, the two pipe surfaces rub against each other, which also leads to a distorted measurement result. The alternative of cutting out a wider axial strip is not recommended, as it makes it more difficult to measure the distance between the marks to be moved, which also leads to measurement errors.
3. timing
Deformations occur during the saw cut. However, these are undefined and cannot be included in the Janson test. This also makes it more difficult to reproduce the measurement results and leads to errors.Deformations occur during the saw cut. However, these are undefined and cannot be included in the Janson test. This also makes it more difficult to reproduce the measurement results and leads to errors.
Summing-up
The Janson test is widely used in practice, but has various problems:
- Assumption of a linear residual stress curve within the pipe wall
- No statement about the voltage distribution possible
- Difficult handling of the test procedure, resulting in poor reproducibility
Various efforts are currently being made to develop optimised test procedures.
If you are interested on being kept informed about new articles or other updates, please feel free to register for our newsletter and gain access to our free download section with interesting tools.
[:]