[:de]Die wichtigsten Gründe für den Einsatz von Wendelverteilern[:en]The most important reasons for the use of spiral mandrel dies[:]
[:de]
Bei der Extrusion von rotationssymmetrischen Halbzeuggeometrien (z.B. Rohren, Schläuchen, Ummantellungen, Blasfolien, Blasformen) können unterschiedliche Extrusionswerkzeugkonzepte eingesetzt werden. Typisch ist der Einsatz von Stegdornhaltern, Siebkorbwerkzeugen, Pinolenwerkzeugen (Herzkurve) aber auch der Einsatz von Wendelverteilern. Wendelverteiler sind preislich gesehen häufig die kostspieligste Variante. Aber lohnt sich eine Anschaffung wirklich?
Die Aufgabe eines Extrusionswerkzeuges ist es, die vom Extruder bereitgestellte Schmelze in die Produktform zu überführen. Bei rotationssymmetrischen Hohlkörpern wie den oben genannten Produktgeometrien kann dies nur erfolgen, wenn im Inneren des Werkzeuges ein geometrischer Körper vorhanden ist, den die Schmelze “umströmen” kann. So bleibt der Kern des Produktes frei und es entsteht ein Hohlkörper.
Bei Extrusionswerkzeugen wird dieser von der Schmelze umströmte Körper als Dorn oder Pinole bezeichnet. Die Befestigung dieses Dorns im Strömungsvolumen der Schmelze geschieht beim Stegdornhalterwerkzeug über metallische Stege, daher der Name Stegdornhalter. In einem Siebkorbwerkzeug wird die Pinole über eine zu einem Sieb ausgearbeitete Fläche (z.B. zylindrische Flächen mit vielen Schmelzebohrungen – siebähnlich) realisiert. Das Herzkurvenwerkzeug oder auch Pinolenwerkzeug hingegen befestigt die Pinole zentral und lässt die Schmelze in einer Herzform seitlich eingespeist die Pinole umströmen. So hat jedes Werkzeug sowohl aus konstruktiver Sicht als auch aus verfahrenstechnischer Sicht unterschiedliche Besonderheiten.
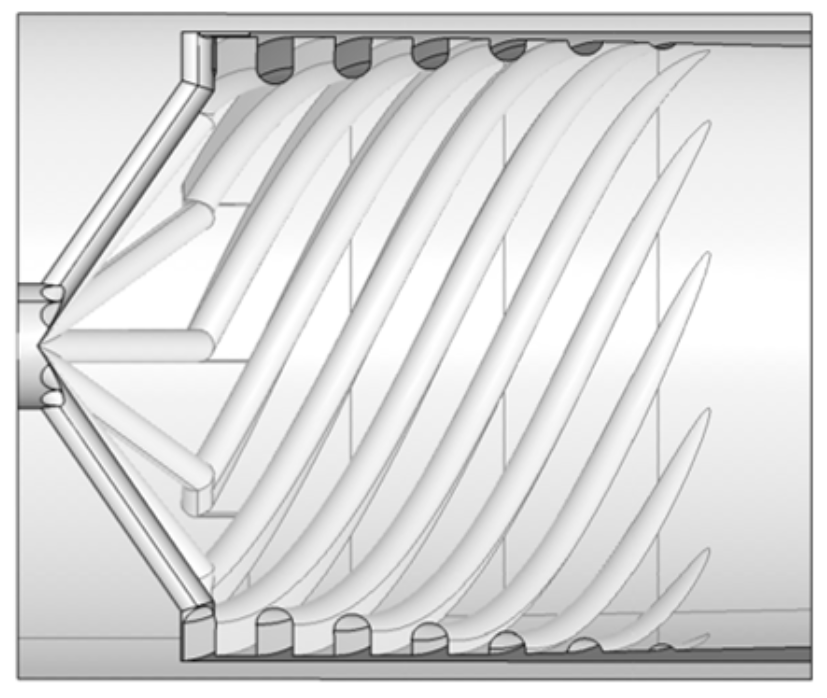
Bei Wendelverteilern geschieht die Verteilung der Schmelze durch wendelförmige Nuten die in den Dorn hineingefräst sind und kontinuierlich in ihrer Tiefe abnehmen. Die Schmelze strömt somit eine gewisse Zeit primär durch die Wendel, tritt aber auch zunehmend aus der Wendel aus und strömt axial in Extrusionsrichtung durch einen äußeren Spalt. So kommt es zu einer kontinuierlichen Überlappung von unterschiedlichen Strömungsfronten wodurch der Wendelverteiler hinsichtlich seiner Verteilwirkung der Schmelze besondere Eigenschaften verliehen bekommt. (Eine tiefergehende Funktionsbeschreibung des Strömungsverhaltens in einem Wendelverteiler folgt an anderer Stelle.)
Die Zufuhr der Schmelze erfolgt dabei ausschließlich in die Wendeln und geschieht über einen dem Wendelverteiler vorgelagerten sogenannten “Primärverteiler”. Als Primärverteilung kommen 3 wesentliche Geometrien zum Einsatz, diese sind:
- Sternvorverteilung
- 2n-Verteilung oder Hirschgeweihverteiler
- Längenbalancierte Verteilung
- (kombinierte Verteilsysteme z.B. mit Kleiderbügelverteilern)
Bei der Sternvorverteilung (Abbildung links) wird die vom Extruder bereitgestellte Schmelzeströmung sternförmig aufgespalten und jede Wendelnut ist direkt mit einer Bohrung verbunden. Die Schmelze strömt durch diese Bohrungen auf direktem Wege in die Wendelnuten. Vorteile der Sternvorverteilung sind die einfache Fertigung sowie die kurzen Fließwege und kurzen Verweilzeiten der Schmelze. Nachteile sind, dass bei Coextrusionswerkzeugen die Fertigung komplex wird, da viele verschiedene Bohrungen notwendig sind und sich diese nicht kreuzen dürfen. Weitere Nachteile sind, dass kein freies Zentrum mehr existiert, was diese Verteilvariante für Ummantellungen ungeeignet werden lässt.
Eine alternative Möglichkeit zur Speisung der Wendelnuten erfolgt nach dem 2 hoch n Prinzip (Abbildung Mitte). Über dem Umfang eingefräste Schmelzekanäle teilen sich von 1 Kanal auf 2 Kanäle auf. Diese 2 Kanäle teilen sich jeweis erneut, so dass 4 Kanäle entstehen, dann 16 und so weiter (bis die Anzahl der Wendeln erreicht ist).
Dieses Verteilprinzip bietet den großen Vorteil, dass das Zentrum des Werkzeuges frei bleibt, so dass Medien dort hindurchgeführt werden können (z.B. Druckluft) oder auch Ummantellungen möglich werden (Kabel, Rohre, etc.). Nachteile sind beispielsweise die aufwändigere Fertigung sowie die längeren Fließwege und damit höhere Verweilzeiten (Spülzeiten). (siehe folgende Abbildung)
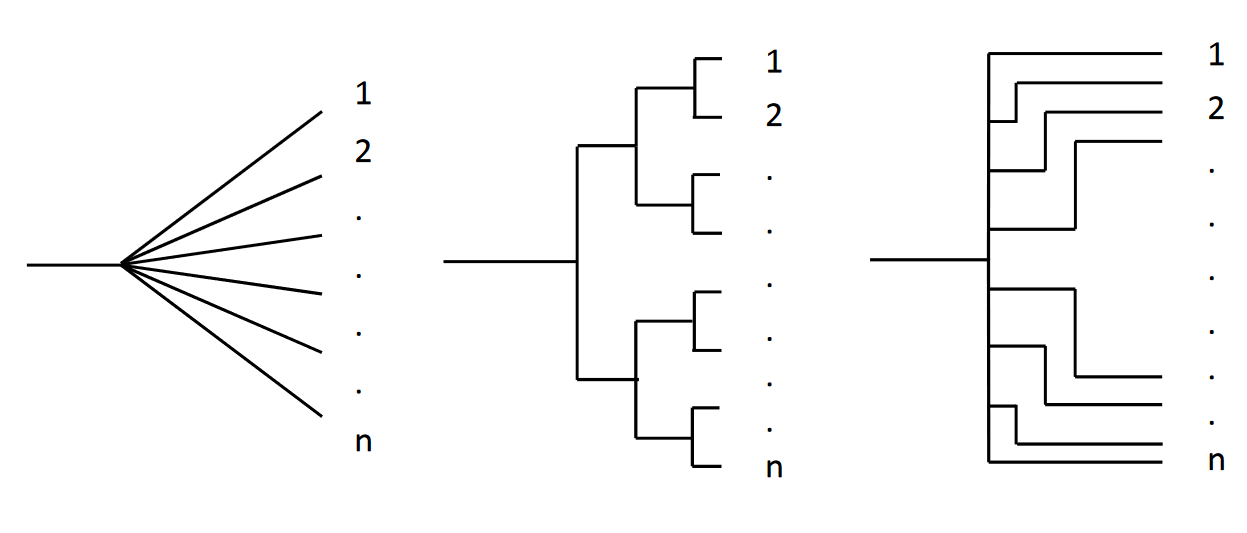
Längenbalancierte Verteilsysteme (rechts) können ebenfalls auf dem Umfang eines Zylinders eingefräst werden und bieten ähnliche Vorteile wie die 2 hoch n Verteiler. Das Funktionsprinzip dieser Vorverteilung wird an anderer Stelle noch einmal separat behandelt.
Wann sind Wendelverteiler wirklich empfehlenswert?
Aufgrund der speziellen Strömungssituation in einem Wendelverteiler bieten derartige Extrusionswerkzeuge insbesondere diese Vorzüge (bei korrekter Ausführung):
- Vermeidung der Ausbildung von Bindenähten
- sehr gute Wanddickenverteilung über dem Umfang
- moderate Druckverluste
Wendelverteiler bieten sich insbesondere dort an, wo hohe Anforderungen an die Produktqualität des Extrudatschlauches gestellt werden. Durch die Verteilung der Schmelze und die Kombination von unterschiedlichen Schmelzefronten ist eine nahezu vollständige Vermeidung von Fließ- oder Bindenähten im Produkt möglich. Solche Bindenähte entstehen primär dort, wo aufgespaltene Schmelzeströmungsfronten wieder zusammengeführt werden – was beispielsweise bei einem Stegdornhalter hinter jedem einzelnen Steg geschieht. An dieser Zusammenflussstelle liegen die Makromoleküle des Kunststoffes linear nebeneinander ohne dass die einzelnen Moleküle sich miteinander “verschlaufen” können. Folglich entsteht eine mechanische Schwachstelle im Produkt die teilweise auch als optischer Defekt erkannt werden kann.
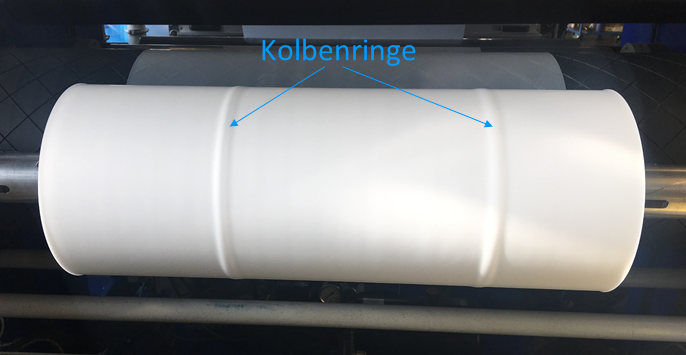
Ein weiterer Vorteil ist die Realisierbarkeit einer sehr gleichmäßigen Wanddickenverteilung durch eine sehr gleichmäßige Austrittgeschwindigkeit der Schmelze aus dem Werkzeug über den Spaltumfang. Dadurch lassen sich Dickstellen oder Dünnstellen im Produkt vermeiden, die ihrerseits wiederum zu weiteren Problemen, wie etwa Kolbenringen bei Folien führen können, siehe Abbildung.
Als weiterer Vorteil ist anzumerken, dass Wendelverteiler bei guter rheologischer Auslegung trotz einer sehr hohen Produktqualität dennoch moderate Druckverluste und kurze Spülzeiten erreichen können. Die Verweilzeiten der Schmelze sind zwar prinzipbedingt höher als bei anderen Werkzeugkonzepten wie den Stegdornhaltern oder den Siebkorbwerkzeugen, aber dennoch erfüllen Wendelverteiler diese Kriterien meist sehr gut. (Immerhin so gut, dass vereinzelt sogar thermisch sehr sensible Materialien wie PVC schon auf Wendelverteilern verarbeitet werden.)
Alles in allem gilt der Wendelverteiler heute als optimales Werkzeugkonzept, wenn sehr hohe Produktqualitäten gefordert werden. Als abschließenden Hinweis bleibt aber festzuhalten, dass letzlich das individuelle Design des Wendelverteilers darüber entscheidet ob die positive Wirkung erreicht werden kann.
Wenn Sie sich für Wendelverteiler interessieren, laden wir Sie herzlich zur Freischaltung für unseren kostenlosen Downloadbereich ein. Dort können Sie sich weitere Informationen zur Auslegung von Wendelverteilern herunterladen.
Wie immer freuen wir uns über Ihre Kommentare und greifen Ihre Anregungen gerne auf![:en]
Different extrusion tool concepts can be used for the extrusion of rotationally symmetrical semi-finished product geometries (e.g. pipes, hoses, jackets, blown films, blow molds). Typical applications are the use of spiderleg dies, screenpack dies, heart curve but also the use of spiral mandrel distributors. From a price point of view, spiral mandrel dies are often the most expensive variant. But is a purchase really worthwhile?
The task of an extrusion die is to transfer the melt provided by the extruder into the product form. In the case of rotationally symmetrical hollow bodies such as the above-mentioned product geometries, this can only be done if there is a geometric body inside the tool to whoch the melt can “flow around”. The core of the product remains free and a hollow body is created.
In extrusion dies, this body surrounded by the melt is called a mandrel. The fixing of this mandrel in the flow volume of the melt is done in a spiderleg die via metallic webs (spiderlegs). In a basket tool, the quill is realized over a surface designed to form a sieve (e.g. cylindrical surfaces with many melt bores – sieve-like). The heart curve tool, on the other hand, fixes the quill centrally and allows the melt to flow laterally around the mandrel in a heart shape. Thus, each tool has different special features from the design and process engineering point of view.
In spiral distributors, the melt is distributed by helical grooves which are milled into the mandrel and continuously decrease in depth. The melt therefore flows primarily through the spiral for a certain time, but also increasingly exits the spiral and flows axially in the extrusion direction through an outer gap between mandrel and cylinder – gap width increases continuosly). This results in a continuous overlapping of different flow fronts, which gives the spiral distributor special properties with regard to its distribution effect of the melt. (A more detailed functional description of the flow behavior in a spiral distributor follows elsewhere).
The melt is fed exclusively into the spirals via a so-called “primary distributor” upstream of the spiral mandrel distributor. As primary distribution 3 essential geometries are used, these are:
- Star predistribution
- 2^n distribution
- Length-balanced distribution
- (combined distribution system e.g. with coat-hanger distributors)
In star predistribution (left figure), the melt flow provided by the extruder is split in a star shape and each helical groove is directly connected to a bore of the predistributor. The melt flows through these holes directly into the helical grooves. The advantages of star predistribution are a simple die production, short flow paths and short dwell times of the melt. Disadvantages are that the production of coextrusion tools becomes complex, since many different bores are necessary and they must not cross. Further disadvantages are that there is no longer a free centre, which makes this distribution variant unsuitable for coating applications.
An alternative option for feeding the helical grooves is based on the 2 to the power of n principle (middle figure). Milled melt channels over the circumference divide from 1 channel to 2 channels. These 2 channels share again, so that 4 channels are created, then 16 and so on (until the number of spirals is reached).
This distribution principle offers the great advantage (milled into the outer circumference of the mandrel) that the centre of the tool remains free so that media can be passed through it (e.g. compressed air) or even jackets are possible (cables, pipes, etc.). Disadvantages are, for example, the more complex die production as well as the longer flow paths and thus longer residence times (rinsing times). (see figure in the middle)
Length-balanced distribution systems (right figure) can also be milled on the circumference of a cylinder and offer similar advantages to the 2 to the power of n distributors. The functional principle of this predistribution is dealt with separately in another article.
When are spiral mandrel dies really recommended?
Due to the special flow situation in a spiral mandrel die, such extrusion tools offer these advantages in particular (with correct design):
- Avoiding the formation of weld lines
- Very good wall thickness distribution over the circumference
- Moderate pressure losses
Spiral distributors are particularly suitable where high demands are placed on the product quality of the extrudate hose. By distributing the melt and combining different melt fronts, almost complete avoidance of flow or weld seams in the product is possible. Such weld lines primarily occur where split melt flow fronts are brought together again – which happens, for example, with a spiderleg die behind each individual bar(spiderleg). At this point of confluence, the macromolecules of the plastic lie linearly side by side without the individual molecules being able to “loop” together. As a result, there is a mechanical weak point in the product, some of which can also be detected as an optical defect.
Another advantage is the ability to achieve a very uniform wall thickness distribution due to a very uniform melt exit speed from the mould over the gap circumference. This avoids thick spots or thin spots in the product, which in turn can lead to further problems, such as piston rings in films, see illustration.
A further advantage is that spiral distributors with good rheological design can still achieve moderate pressure losses and short flushing times despite very high product quality. The dwell times of the melt are higher than with other tool concepts such as the spiderleg dies or the screen basket tools, but spiral distributors usually meet these criteria very well. (At least so good that even thermally very sensitive materials such as PVC are occasionally processed on spiral distributors.)
All in all, the spiral mandrel distributor is regarded today as the optimum tool concept when very high product qualities are required. In conclusion, however, it should be noted that the individual design of the spiral distributor ultimately determines whether the positive effect can be achieved.
If you would like to be kept informed about updates and new articles on this page, you can register for our newsletter and you will also recieve access to our free download area.[:]