[:de]Extruderdimensionierung & Schneckendurchmesser – was Sie beachten sollten…[:en]Extruder dimensioning & screw diameter – what you should consider…[:]
[:de]Die Wahl der richtigen Extrudergröße basiert auf vielen verschiedenen Faktoren und kann einen entscheidenden Einfluss auf die erreichbare Produktqualität und auch auf die erreichbare Produktivität der Produktion haben. Pauschale Aussagen sind oft nicht korrekt und somit gründlich zu hinterfragen, bevor diese im Produktionsalltag umgesetzt werden.
Wann entsteht eigentlich die Frage nach dem richtigen Extrusionssystem?
In vielen Betrieben sieht die Situation so aus, dass die zu extrudierenden Produkte nicht nur auf einer einzelnen speziell dafür ausgewählten Linie hergestellt werden sollen, sondern dass je nach Verfügbarkeit ein und dasselbe Produkt auf unterschiedlichen Extrusionslinien hergestellt werden muss. Die Linien werden dann je nach Bedarf mit den entsprechenden Werkzeugen ausgerüstet und die Produktion mit jeweils zu der Linie passenden Produktionsparametern angefahren.
In solchen Fällen kommt es vor, dass identische Produkte mal auf einem (z.B.) 45er Extruder und an einem anderen Tag auf einem 75er Extruder produziert werden. Zwingenderweise müssen dabei stark unterschiedliche Prozesse gefahren werden, so dass die Produkteigenschaften zum Teil stark variieren können. Treten hierbei Qualitätsprobleme auf, wird häufig die Frage aufgeworfen, inwiefern die Extrudergröße das Produkt beeinflussen kann.
Eine andere Situation in der regelmäßig die Frage nach der optimalen Extrudergröße auftaucht, ist bei der Investition in Neuanlagen. Hierbei muss unterschieden werden, ob die neue Anlage speziell für einen Dauerläufer angeschafft werden soll, also für ein spezielles Produkt optimal dimensioniert sein soll, oder ob die neue Anlage für ein gewisses Spektrum an Produkten geeignet sein soll, somit möglichst flexibel einsetzbar sein soll.
In allen Fällen kommt der Wahl der richtigen Extrudergröße eine wichtige Aufgabe zu.
Extrudergröße, wie wird diese beschrieben?
Die Größe eines Extruders kann sozusagen beschrieben werden durch die drei Hauptfaktoren:
- den Schneckendurchmesser in mm
- die Schneckenlänge in Vielfachen des Durchmessers
- die Antriebsleistung in kW
Ein Extruder vom Typ 45/35 (40kW) verfügt somit über einen Schneckendurchmesser von 45mm und einer Schneckenlänge von 1.620mm (45mm x 36). Die Antriebsleistung beträgt in diesem Fall 40kW.
Extrudergröße, relevante Daten:
Der angegebene Schneckendurchmesser bezieht sich auf den äußeren Durchmesser der Schnecke (Stegdurchmesser). Übliche Abmessungen bei klassischen Einschneckenextrudern für die Produktion liegen zwischen 30mm und 150mm, es existieren aber sowohl kleinere als auch größere Systeme.
Eine Aussage zu treffen, welchen Durchsatz (z.B. in kg/h) ein Extruder mit einem bestimmten Schneckendurchmesser erreichen kann ist nicht allgemeingültig zu beantworten, da der erreichbare Durchsatz immer von vielen weiteren Parametern wie etwa dem Schneckendesign, dem zu verarbeitenden Material und weiteren Parametern wie etwa dem Anlagenaufbau oder der Antriebsleistung abhängig sein kann.
So lassen sich in der Praxis auf tief geschnittenen Schnecken mit einem großen freien Volumen (sogenannte durchsatzintensive Schnecken) höhere Durchsatzleistungen (bei geringem Druckaufbaubedarf) erzielen, als mit flach geschnittenen Schnecken mit geringerem freien Volumen (sogenannte druckintensive Schnecken). Hinsichtlich der Schneckenlänge kann überschlägig die Aussage getroffen werden, dass längere Systeme die Homogenisierleistung und Mischleistung des Extruders verbessern, jedoch aufgrund der längeren Verweilzeiten bei sensiblen Materialien zu Abbau führen können. Zudem steigt der Zeit- und Materialaufwand beim „Spülen“ des Systems wie zum Beispiel bei Farbwechseln.
Die Antriebsleistung des Extruders kann ebenfalls eine limitierende Größe sein, diese ist jedoch in der Praxis heutzutage meist eher über- als unterdimensioniert.
Die im Folgenden vorgestellten Ansätze dienen somit nur als Hilfestellung bei der Auswahl einer Extrudergröße und stellen keine allgemeingültigen Kriterien dar. Dennoch möchten wir versuchen, hier eine kleine Auswahlhilfe zu definieren.
Extruderauswahl:
Zur Auswahl eines Extruders sollten verschiedene Gesichtspunkte mit in der Auswahl berücksichtigt werden:
Gewünschter Durchsatz:
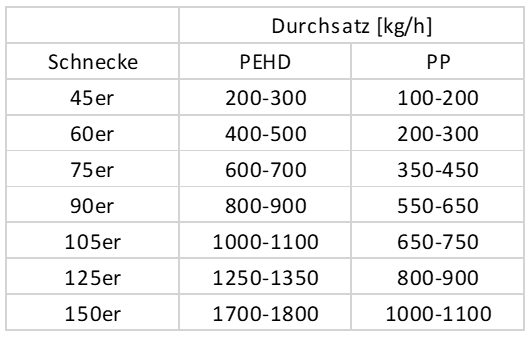
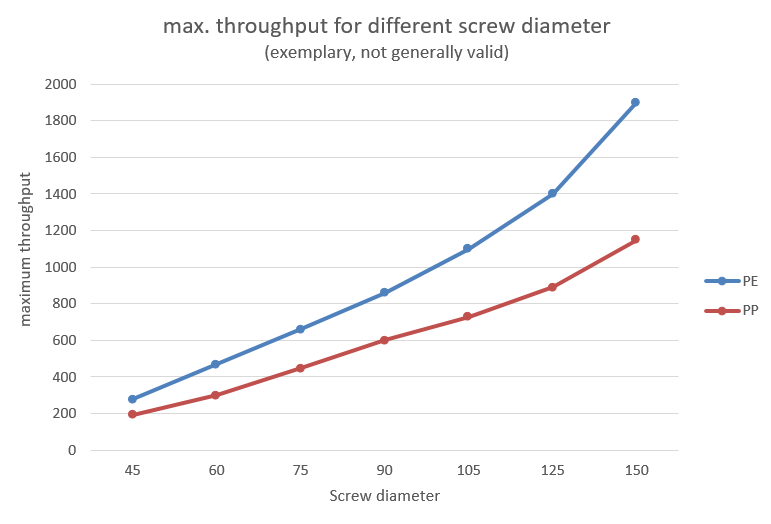
Der in der Anwendung benötigte zu erzielende Durchsatz gibt schon eine grobe Vorstellung von der ungefähren Dimensionierung des Extruders. Folgende Tabelle zeigt eine überschlägige Zusammenfassung für Durchsatzleistungen verschiedener Schneckendurchmesser mit Standard-Schneckengeometrie (3-Zonen), jeweils bezogen auf realistische maximale Durchsätze bei der Verarbeitung von PEHD und PPH.
Im Folgenden sehen Sie ein Diagramm mit Zusammenhängen zwischen Schneckendurchmesser und maximal erreichbarem Durhcsatz, basierend auf Erfahrungswerten. Diese Grafik ist nicht allgemeingültig und nicht übertragbar, sondern dient lediglich zur Veranschaulichung der großen Abhängigkeiten.
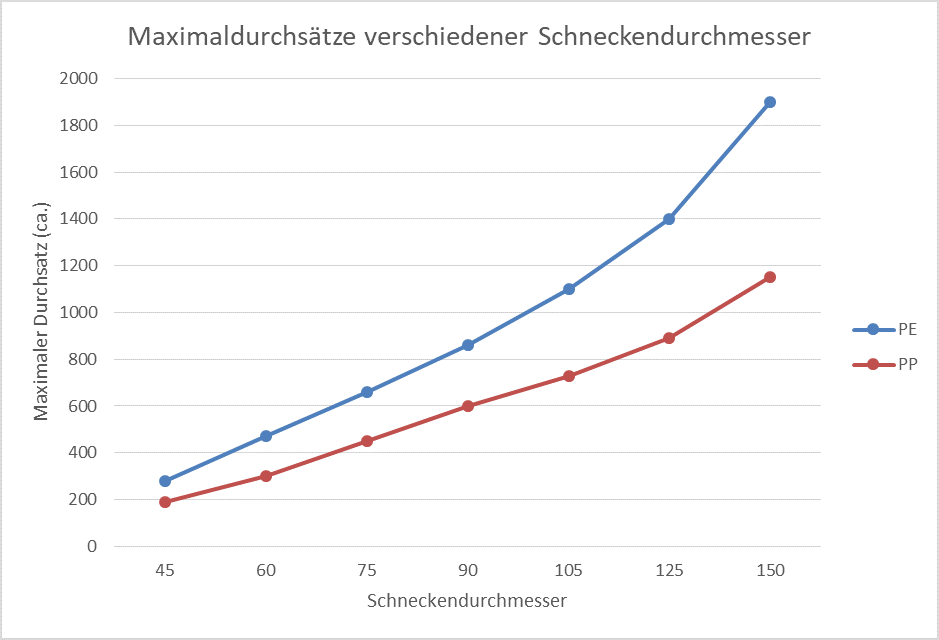
(Spezialanwendungen wie beispielsweise High-Speed-Extrusionskonzepte mit enorm hohen Schneckendrehzahlen (High-Speed Extrusion >1m/s Umfangsgeschwindigkeit) werden hierbei nicht berücksichtigt.)
Anhand derartiger Angaben, die in der Regel von den verschiedenen Anlagenbauern für Extruder bezogen werden können, kann schon eine grobe Auswahl getroffen werden, in welcher Größenordnung der Schneckendurchmesser liegen sollte, damit der maximal geforderte Durchsatz realisiert werden kann. Wichtig ist jedoch, dass derartige Angaben immer materialspezifisch sind und nicht ohne weiteres auf andere Materialien übertragen werden können.
Ein weiterer Aspekt der bei der Auswahl des Extruders von entscheidender Bedeutung ist, ist jedoch nicht nur der Durchsatz, sondern auch die bei der jeweiligen Drehzahl auftretenden Umfangsgeschwindigkeiten der Schnecke.
Ist beispielsweise geplant einen Ausstoß von 400kg/h zu realisieren, kann dies beispielsweise in folgenden Konfigurationen erreicht werden (beispielhafte Daten, nicht allgemeingültig):
- 60er Extruder bei 220 U/min –> Umfangeschwindigkeit: 0,691m/s
- 75er Extruder bei 160 U/min –> Umfangeschwindigkeit: 0,628m/s
- 90er Extruder bei 110 U/min –> Umfangeschwindigkeit: 0,518m/s
- 105er Extruder bei 80 U/min –> Umfangeschwindigkeit: 0,440m/s
Es ist logisch, dass ein vergleichsweise kleiner Extruder zur Erreichung des Durchsatzes eine höhere Schneckendrehzahl benötigt, als ein größerer Extruder. Mit der Schneckendrehzahl steigt jedoch auch direkt die Umfangsgeschwindigkeit der Schnecke. Wird nun berücksichtigt, dass hohe Umfangsgeschwindigkeiten aufgrund der hohen Reibung und Scherung im Zylinder das Material schädigen können, wird schnell klar, dass eine materialschonende Verarbeitung eher auf langsam laufenden Anlagen realisierbar ist. Gleichzeitig steigt bei größeren Extrudern aber auch die Verweilzeit der Schmelze im System, so dass sensible Materialien thermisch geschädigt werden können.
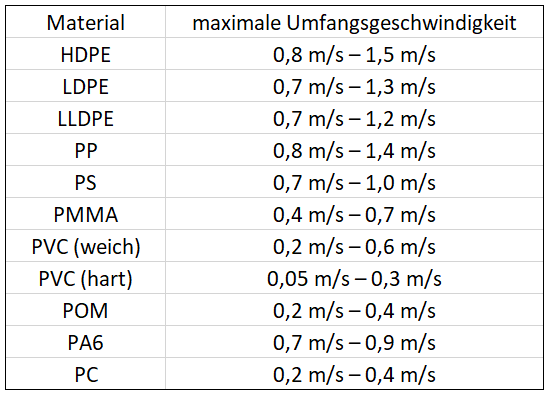
In welcher Größenordnung die erlaubten Umfangsgeschwindigkeiten des jeweiligen Materials liegen, kann in der Regel den Verarbeitungshinweisen des Rohstoffherstellers entnommen werden.
Typische Werte für erlaubte Umfangsgeschwindigkeiten liegen in dieser Größenordnung:
Mit Kenntnis des gewünschten Ausstoßes des Extruders und unter Berücksichtigung der Verarbeitungsvorgaben des Materialherstellers, ist es dann möglich eine Größenauswahl für den Extruder zu treffen.
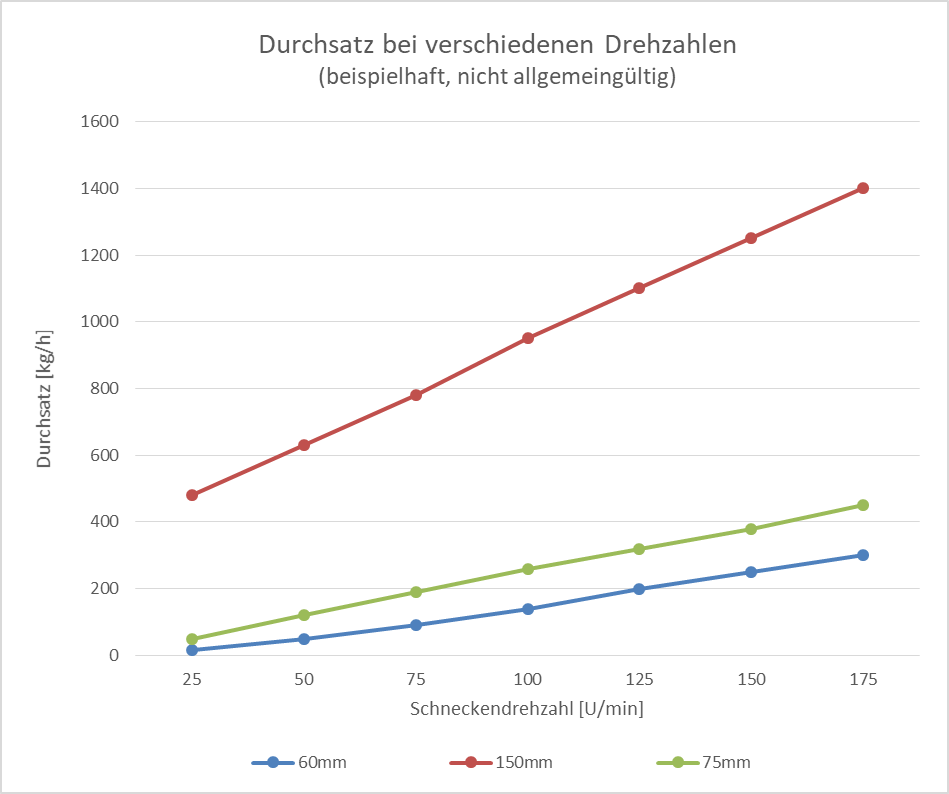
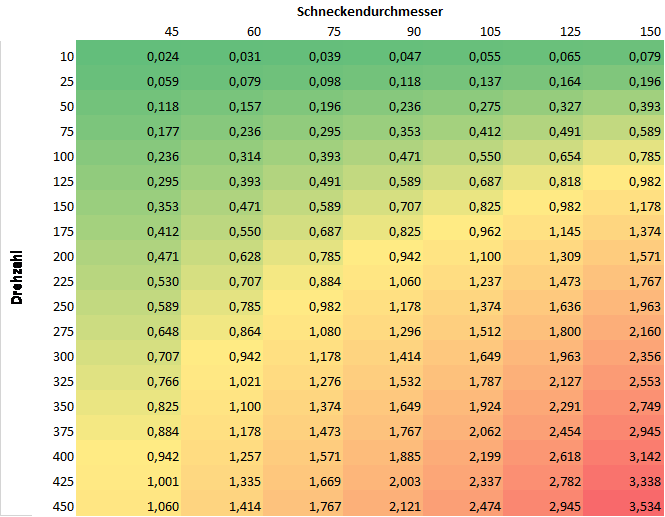
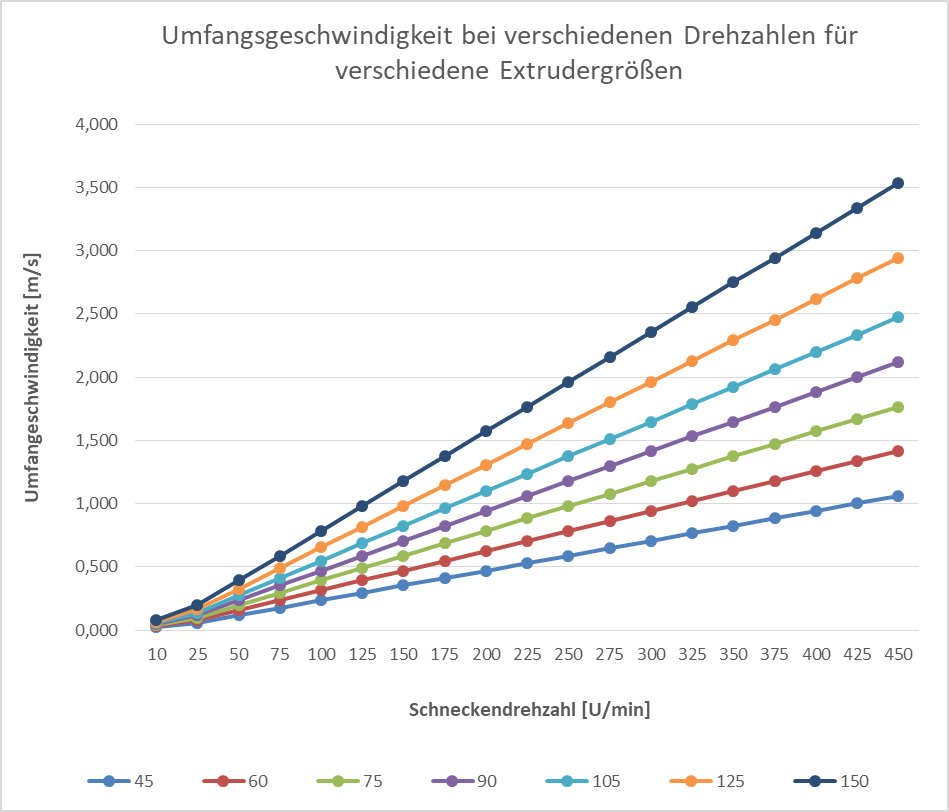
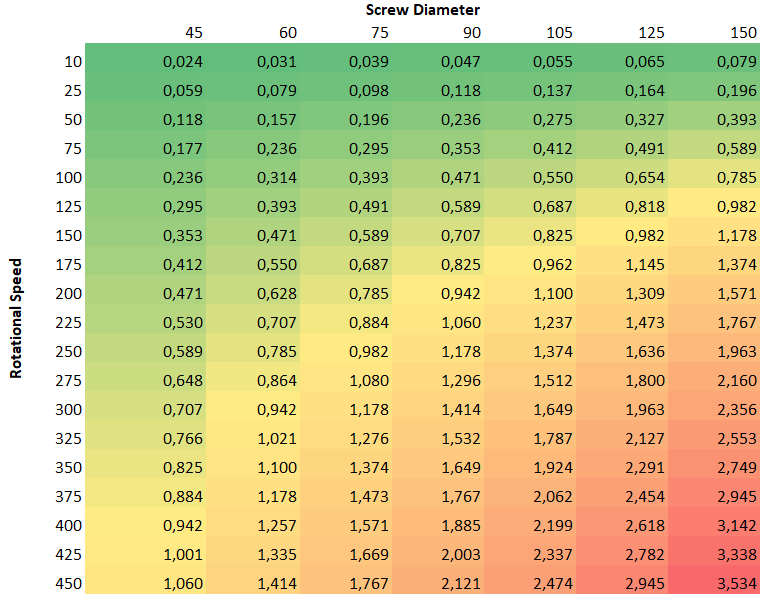
Die folgende Tabelle und das folgende Diagramm zeigen die sich ergebende Umfangsgeschwindigkeit für unterschiedliche Drehzahlen und Schneckendurchmesser:
Beispiel (fiktive Werte, nicht allgemeingültig):
Es soll ein Durchsatz von 300kg/h mit einem Polycarbonat (PC) Material realisiert werden. Den Verarbeitungshinweisen des Herstellers kann eine kritische Umfangsgeschwindigkeit von 0,3 m/s für dieses Material entnommen werden. Zur Auswahl stehen ein 60er und ein 75er Extruder.
Der 60er Extruder würde diesen Durchsatz vermutlich bei einer Schneckendrehzahl von ca. 170 U/min realisieren können. Dabei wären die Umfangsgeschwindigkeiten ca. 0,5 m/s.
Der 75er Extruder könnte den Durchsatz bei Drehzahlen von ca. 100 U/min realisieren. Dabei würden Umfangsgeschwindigkeiten von ca. 0,39 m/s auftreten.
Beide Extruder wären somit nicht für eine Verarbeitung des Materials mit dem gewünschten Durchsatz geeignet.
Auf dem 60er Extruder würden die maximalen Umfangsgeschwindigkeiten bei ca. 85 U/min erreicht werden. Bei dieser Drehzahl wäre ein Durchsatz von ca. 115 kg/h realistisch.
Auf dem 75er Extruder würden die maximalen Umfangsgeschwindigkeiten bei ca. 75 U/min erreicht werden, hier wäre somit ein Durchsatz von ca. 190 kg/h realisierbar.
Betrachtung der Antriebsleistung
Ein weiterer Aspekt der bei der Auswahl oder Dimensionierung des Extruders noch berücksichtigt werden muss, ist die Auslegung der Antriebsleistung. Als erstes Indiz für die Auslegung der Antriebsleistung kann die Energiemenge herangezogen werden, die notwendig ist um das zu verarbeitende Material auf Verarbeitungstemperatur aufzuwärmen.
Soll beispielsweise ein PC von Umgebungstemperatur auf 270°C erwärmt werden, wären bei einem gewünschten Durchsatz von 200 kg/h ca. 25 kW rein thermische Leistung notwendig.
Aufgrund der Verluste die in einem Extruder auftreten und der zusätzlichen Energie die zum Druckaufbau benötigt wird, werden heutige Extruder jedoch in der Regel min. mit dem 2,5-fache dieser Leistung ausgestattet.
Betrachtung der Verweilzeit
Als Verweilzeit wird der Zeitraum verstanden, den ein Kunststoffpartikel von seinem Eintritt in den Extruder bis zum Austritt aus dem Extruder im System verweilt. Je länger die Verweilzeit ist, desto eher kann das Material im System geschädigt werden und thermisch degradieren. Grundsätzlich ist es ratsam, mit möglichst kurzen Verweilzeiten zu extrudieren, es sei denn die geforderte Homogenisierleistung reicht dann nicht aus.
Zur ganz überschlägigen Berechnung der Verweilzeit kann entsprechend physikalischer Grundgesetze der Quotient aus dem mit Schmelze gefüllten Volumen des Extruders und dem Volumenstrom der Schmelze gebildet werden. (In unserem kostenlosen Downloadbereich für Premium Mitglieder finden Sie ein Excel Tool zur Berechnung der Verweilzeit.)
Wird beispielsweise davon ausgegangen, dass in dem Extruder ein mit Schmelze gefülltes Volumen von 3.000 cm³ vorhanden ist und mit einem Durchsatz von 100 kg/h produziert wird, beträgt die mittlere Verweilzeit bei einer angenommenen Dichte von 1.000 kg/m³ ca. 108 Sekunden.
Zur Bestimmung der überschlägigen Verweilzeit ist es aber notwendig, das Design der Schnecke und des Extruders sowie auch den Füllgrad des Systems möglichst exakt zu beschreiben. Die angegebene Berechnung eignet sich somit nur als überschlägige Betrachtung.
Generell kann jedoch gesagt werden, je höher die Temperaturen der Schmelze sind, desto geringer sollten die Verweilzeiten sein. Auch hier sind die Verarbeitungshinweise des Materialherstellers ein wichtiger Anhaltspunkt.
Fazit:
Bei der Auswahl bzw. Auslegung eines Extruders sind verschiedene Aspekte zu berücksichtigen, die alle miteinander in Abhängigkeit stehen und in der Regel auch sehr stark materialspezifisch betrachtet werden müssen.
Ein Universalextruder, der alle Anforderungen in gleicher Qualität erfüllen kann ist schlicht und ergreifend unmöglich. Jede Extruderdimensionierung ist ein Kompromiss aus unterschiedlichen Größen und muss somit speziell für den Anwendungsfall betrachtet werden.
Nichtsdestotrotz ist es wichtig, neben der reinen Erreichbarkeit eines gewünschten Durchsatzes auch weitere Aspekte (Umfangsgeschwindigkeit, Verweilzeit) im Hinterkopf zu haben. Die Vernachlässigung dieser Aspekte führt in der Praxis immer wieder zu erheblichen Qualitätsunterschieden bei der Produktion von vermeintlich identischen Produkten, wenn diese auf unterschiedlichen Anlagen produziert werden.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie ein Excel-Tool zur Extruderauslegung, Berechnung der Umfangsgeschwindigkeit, der Verweilzeit sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.[:en]The choice of the right extruder size is based on many different factors and can have a decisive influence on the achievable product quality and also on the achievable productivity of the production. General statements are often not correct and must therefore be thoroughly questioned before they are implemented in day-to-day production.
When does the question of the right extrusion system actually arise?
In many companies the situation is that the products to be extruded should not only be manufactured on a single line specially selected for this purpose, but that, depending on availability, one and the same product must be manufactured on different extrusion lines. The lines are then equipped with the appropriate extrusion dies as required and production is started with production parameters that match the line.
In such cases it happens that identical products are sometimes produced on a (e.g.) 45 mm extruder and on another day on a 75 mm extruder. It is imperative that very different processes are used, so that the product properties can vary greatly in some cases. If quality problems arise, the question is often raised as to the extent to which the extruder size can influence the product.
Another situation in which the question of the optimum extruder size regularly arises is when investing in new lines. Here a distinction must be made between whether the new line is to be purchased specifically for a continuous runner, i.e. whether it is to be optimally dimensioned for a special product, or whether the new line is to be suitable for a certain range of products, i.e. whether it is to be used as flexibly as possible.
In all cases, the choice of the right extruder size is an important task.
Extruder size, how is it described?
The size of an extruder can be described by the three main factors:
the screw diameter in mm
the screw length in multiples of the diameter
the drive power in kW
An extruder of type 45/35 (40kW) thus has a screw diameter of 45mm and a screw length of 1,620mm (45mm x 36). The drive power in this case is 40 kW.
Extruder size, relevant data:
The indicated screw diameter refers to the outer diameter of the screw (flight diameter). The usual dimensions for classic single-screw extruders for production are between 30mm and 150mm, but there are both smaller and larger systems.
It is not possible to make a general statement about the throughput that an extruder with a certain screw diameter can achieve, since the throughput that can be achieved can always depend on many other parameters such as the screw design, the material to be processed and other parameters such as the plant design or the drive power.
In practice, deep-cut screws with a large free volume (so-called throughput-intensive screws) can achieve higher throughput rates (with low pressure build-up requirements) than flat-cut screws with a smaller free volume (so-called pressure-intensive screws). With regard to the screw length, it can be roughly stated that longer systems improve the homogenizing and mixing performance of the extruder, but can lead to degradation due to the longer residence times of sensitive materials. In addition, the time and material required for “rinsing” the system increases, for example when changing the colour.
The drive power of the extruder can also be a limiting factor, but in practice it is usually oversized rather than undersized.
The approaches presented in the following are therefore only intended to assist in the selection of an extruder size and do not represent general criteria. Nevertheless, we would like to try to define a small selection aid here.
Extruder selection:
For the selection of an extruder different aspects should be considered in the selection:
Desired throughput:
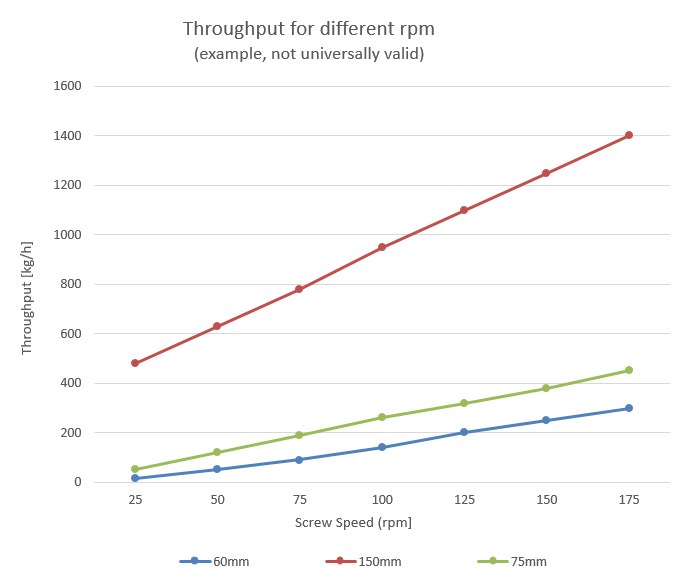
The throughput required in the application gives a rough idea of the approximate dimensions of the extruder. The following table shows a rough summary for throughput rates of different screw diameters with standard screw geometry (3 zones), in each case related to realistic maximum throughputs for processing PEHD and PPH.
Below is a diagram of the relationship between screw diameter and maximum achievable throughput, based on experience. This diagram is not general and not transferable, but serves only to illustrate the large dependencies.
(Special applications such as high-speed extrusion concepts with enormously high screw speeds (high-speed extrusion >1m/s peripheral speed) are not taken into account here).
On the basis of such information, which can usually be obtained from the various extruder manufacturers, a rough selection can be made as to the size of the screw diameter required to achieve the maximum throughput required. However, it is important that such data are always material-specific and cannot be easily transferred to other materials.
A further aspect that is of decisive importance when selecting an extruder is not only the throughput, but also the peripheral speeds of the screw occurring at the respective speed.
If, for example, an output of 400kg/h is planned, this can be achieved in the following configurations (exemplary data, not generally valid):
- 60 mm Extruder at 220 rpm –> peripheral speed: 0,691 m/s
- 75 mm Extruder at 160 rpm –> peripheral speed: 0,628 m/s
- 90 mm Extruder at 110 rpm –> peripheral speed: 0,518 m/s
- 105 mm Extruder at 80 rpm –> peripheral speed: 0,440 m/s
It is logical that a comparatively small extruder requires a higher screw speed to achieve throughput than a larger extruder. The screw speed, however, also directly increases the peripheral speed of the screw. If one now considers that high peripheral speeds can damage the material due to the high friction and shear in the barrel, it quickly becomes clear that gentle processing of the material is more feasible on slow-running lines. At the same time, however, the residence time of the melt in the system increases with larger extruders, so that sensitive materials can be thermally damaged.
The order of magnitude of the permitted circumferential speeds of the respective material can usually be found in the processing instructions of the raw material manufacturer.
Typical values for permitted circumferential speeds are in this order of magnitude:
With knowledge of the desired output of the extruder and considering the processing specifications of the material manufacturer, it is then possible to make a size selection for the extruder.
The following table and diagram show the resulting peripheral speed for different speeds and screw diameters:
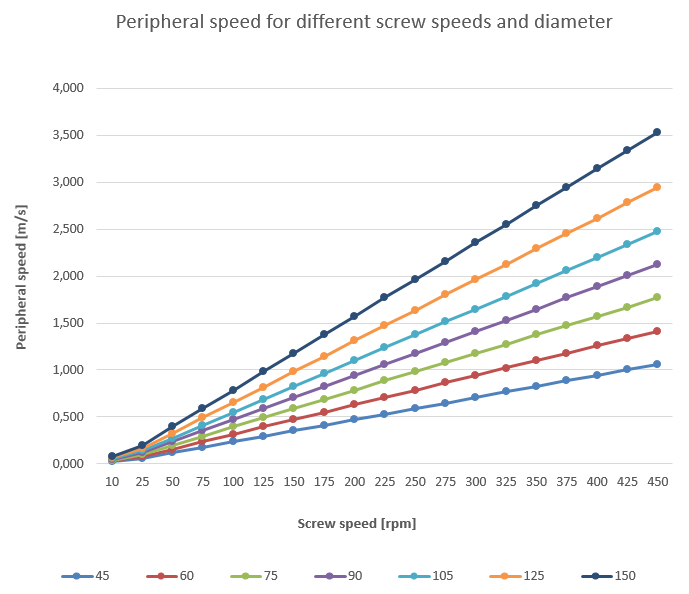
Example (fictitious values, not universal):
A throughput of 300kg/h is to be achieved with a polycarbonate (PC) material. A critical peripheral speed of 0.3 m/s for this material can be taken from the manufacturer’s processing instructions. A 60 mm and a 75 mm extruder are available.
The 60 mm extruder would probably be able to achieve this throughput at a screw speed of approx. 170 rpm. The circumferential speeds would be approx. 0.5 m/s.
The 75 mm extruder could achieve the throughput at speeds of approx. 100 rpm. Peripheral speeds of approx. 0.39 m/s would occur.
Both extruders would therefore not be suitable for processing the material with the desired throughput.
On the 60 mm extruder, the maximum peripheral speeds would be reached at approx. 85 rpm. At this speed a throughput of approx. 115 kg/h would be realistic.
On the 75 extruder, the maximum circumferential speeds would be reached at approx. 75 rpm, so a throughput of approx. 190 kg/h would be feasible.
Consideration of the drive power
A further aspect that still has to be considered when selecting or dimensioning the extruder is the design of the drive power. The first indication for the design of the drive power is the amount of energy required to heat the material to be processed to processing temperature.
If, for example, a PC is to be heated from ambient temperature to 270°C, a desired throughput of 200 kg/h would require approx. 25 kW of purely thermal power.
Due to the losses that occur in an extruder and the additional energy required to build up the pressure, today’s extruders are usually equipped with at least 2.5 times this power.
Consideration of the residence time
Residence time is the time a plastic particle remains in the system from its entry into the extruder to its exit from the extruder. The longer the residence time, the more likely it is that the material in the system will be damaged and thermally degraded. In principle, it is advisable to extrude with the shortest possible residence times, unless the required homogenising capacity is not sufficient.
For a very rough calculation of the residence time, the quotient of the volume of the extruder filled with melt and the volume flow of the melt can be formed according to basic physical laws.
If, for example, it is assumed that there is a volume of 3,000 cm³ filled with melt in the extruder and is produced with a throughput of 100 kg/h, the average residence time (at an assumed density of 1,000 kg/m³) is approx. 108 seconds. (you can find an excel- tool for residence time calculation in our download section)
To determine the approximate residence time, however, it is necessary to describe the design of the screw and extruder as well as the degree of filling of the system as precisely as possible. The given calculation is therefore only suitable as a rough estimate.
In general, however, it can be said that the higher the temperatures of the melt, the shorter the residence times should be. Here, too, the processing instructions of the material manufacturer are an important point of reference.
Conclusion:
When selecting or designing an extruder, various aspects have to be taken into account, all of which are interdependent and generally have to be considered very material-specifically.
A universal extruder that can meet all requirements in the same quality is simply impossible. Each extruder dimensioning is a compromise of different sizes and must therefore be considered specifically for the application.
Nevertheless, it is important to have other aspects (circumferential speed, residence time) in mind in addition to the pure attainability of a desired throughput. In practice, neglecting these aspects repeatedly leads to considerable quality differences in the production of supposedly identical products when these are produced on different systems.
Register here (free of charge) as a premium member and gain access to our download area. There you will find an Excel tool for extruder design, residence time calculation and peripheral speed calculationas well as other tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.[:]