[:de]Gestaltungsregeln für die Auslegung von Wendelverteilern[:en]Design rules for the design of spiral mandrel dies[:]
[:de]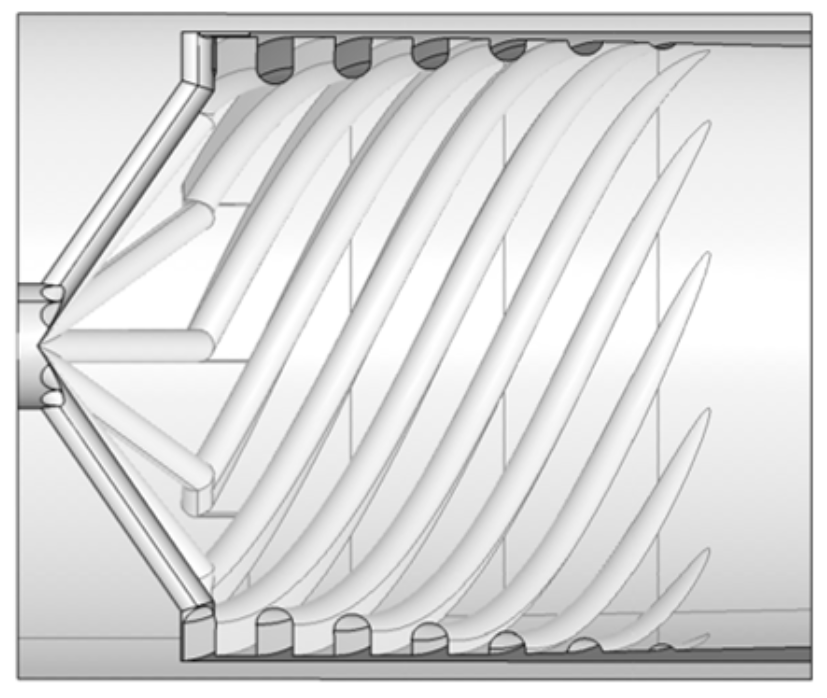
Wendelverteiler gehören zu den leistungsfähigsten Extrusionswerkzeugen für die Herstellung von Rohren, Folien, Schläuchen und Flaschen und existieren in einer großen Variantenvielfalt am Markt. Wendelverteiler können für verschiedene Produktionsprozesse eingesetzt werden und eine gute Auslegung des Wendelverteilers entscheidet signifikant über die Qualität des produzierten Produktes.
Bei der Auslegung und Dimensionierung von Wendelverteilern existieren verschiedene Gestaltungsregeln, deren Kenntnis bzw. Beachtung einen positiven Beitrag zur Erreichung einer hohen Produktqualität haben kann. Ein paar dieser Gestaltungskriterien sollen im folgenden genannt und erläutert werden.
Die wichtigsten freien Geometrieparameter eines klassischen Wendelverteilers (ohne Betrachtung von Extruderanschluss, Primärverteilung und Düse) sind:
- Durchmesser (D)
- Bauhöhe (H)
- Anzahl der Wendeln (n)
- Steigung der Wendeln (alpha)
- Wendelkanaltiefe am Kanalanfang (t)
- Wendelkanalbreite (b)
- Spaltweite des Überstrombereichs (s)
- Umschlingunswinkel der Wendeln (phi)
- Gestaltungsdetails, Radien, Fasen, Dichtungsflächen
Der Durchmesser eines Wendelverteilers, ebenso wie die Höhe des Systems werden in der Regel durch den zur Verfügung stehenden Bauraum sowie den gewünschten Durchmesser des Produktes bestimmt. Vorteile einer kompakten Bauweise sind zum einen der verringerte Platz und Materialbedarf, zum anderen aber auch die Vermeidung von unnötig langen Fließwegen und damit unnötiger Belastung der Schmelze sowie hohe Druckverluste. Bei zu kurz dimensionierten Systemen kann jedoch die Verteilwirkung negativ beeinflusst werden.
Wendelanzahl:
“Eine Erhöhung der Wendelanzahl verbessert die Verteilwirkung und verringert den Druckverlust des Werkzeuges (bei gleichbleibender Wendelgeometrie).”
Grundsätzlich kann davon ausgegangen werden, dass bei einer Erhöhung der Wendelanzahl das freie Volumen (der Bereich im Werkzeug in dem Schmelze fließen kann) erhöht wird. Durch die damit meist verbundene Reduktion des Fließwiderstandes nimmt der Druckverlust im Werkzeug ab. Gleichzeitig wird die Schmelze auf einen größeren Bereich verteilt, wodurch die Verteilwirkung in der Regel zunimmt. Nachteilig sind natürlich die höheren Bearbeitungszeiten zum Fräsen der Fließkanäle.
Kanaltiefe der Wendeln:
“Eine Erhöhung der Kanalanfangstiefe führt zu einer gleichmäßigeren Verteilwirkung und einer Verringerung des Druckverlustes, kann aber negativen Einfluss auf die Spülbarkeit des Werkzeuges haben.”
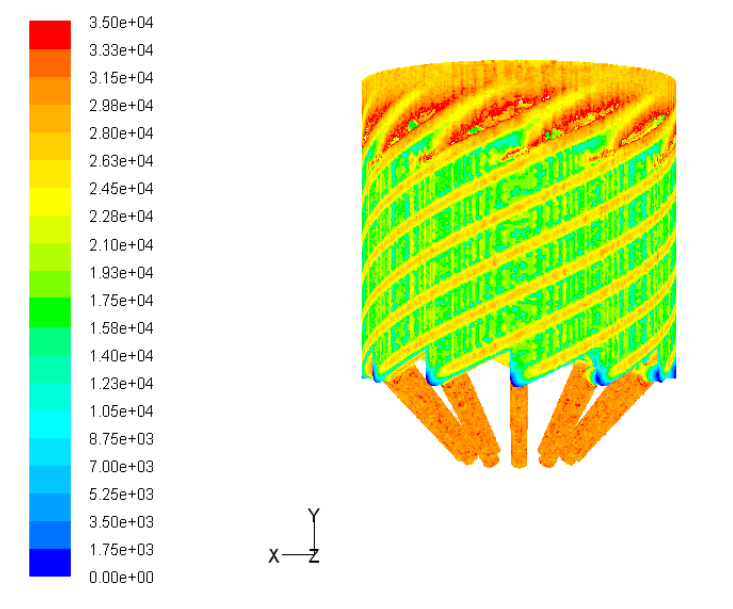
Bei der Geometrie der Wendeln wird die Anfangstiefe und der Tiefenverlauf definiert. Die Tiefe der Wendeln nimmt mit dem Verlauf der Wendeln in der Regel kontinuierlich ab, bis diese auf den Kerndurchmesser der Pinole ausläuft. Eine hohe Anfangstiefe der Wendeln führt zu einer Verringerung des Druckverlustes im Werkzeug, kann aber negative Auswirkung auf das Verhalten des Werkzeuges bei Spül- oder Materialwechselvorgängen haben. Die nachfolgende Grafik zeigt die Simulationsergebnisse eines Wendelverteilers. Farblich dargestellt sind die auftretenden Wandschubspannungen. In den Bereichen in denen die Fließkanäle eng sind herrschen vergleichsweise hohe Schubspannungen, so dass die Werkzeugwandungen in diesem Bereich mit guter Wirkung gespült werden (z.B. im Bereich der Düse und der Überstrombereiche). Die Bereiche in denen die Fließwege große freie Volumina aufweisen sind durch geringe Schubspannungen gekennzeichnet (blaue Bereiche). Hier kann es zu Stagnation der Schmelze kommen. Grundsätzlich nimmt die Schmelze beim Durchströmen des Werkzeuges den “Weg des geringsten Widerstandes”, bei tief geschnittenen Kanälen fließt also ein Großteil der Schmelze durch den Wendelkanal. Dies hat natürlich somit auch einen Einfluss auf die Verteilwirkung.
Steigungswinkel der Wendeln:
“Geringere Steigungswinkel verbessern die Schmelzeverteilung, verursachen aber einen höheren Druckverlust.”
Der Steigungswinkel entscheidet gemeinsam mit der Bauhöhe des Systems über die Größe des Umschlingungswinkels. Als Steigungswinkel bezeichnet man ähnlich einer Gewindesteigung den Winkel, mit dem sich die Wendel um die Pinole herumwindet. In der nachfolgenden Abbildung ist der Schmelzefluss in zwei benachbarten Wendeln in unterschiedlicher farblicher Einfärbung dargestellt. Aus der Bauhöhe des Verteilers sowie dem Steigungswinkel ergibt sich hier auch der Umschlingungswinkel, in diesem Fall fast 180°.
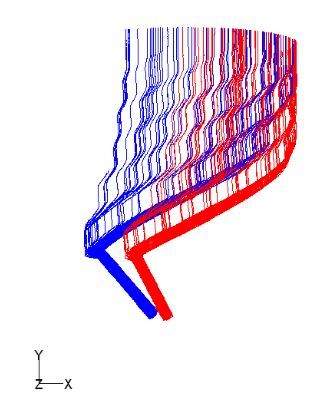
Ebenfalls gut erkennbar ist der sich ergebende Überlappungswinkel der Schmelze im Bereich des Verteilerendes. Als Überlappungswinkel bezeichnet man den Bereich im (rotationssymmetrischen) Produkt, der von Schmelze aus zwei benachbarten Wendeln gleichzeitig gespeist wird. Je größer dieser Wnkel ist, desto effektiver werden Bindenähte vermieden (bzw. verwischt).
Spaltweite zwischen Wendeldorn und Zylinder:
“Die Anfangsspaltweite hat einen Einfluss auf die Verteilwirkung, dieser Einfluss wird aber durch den Spaltweitenverlauf dominiert. Geringe Anfangsspaltweiten führen zu erhöhtem Druckverlust.”
Da die Funktionsweise des Wendelverteilers auf dem Prinzip beruht, dass sich die Strömungsfronten die durch die Wendeln fließen mit den Strömungsfronten die aus der Wendel ausströmen und in den Spaltbereich hineinfließen überlappen, kommt der Spaltweite zwischen Dorn und Zylinder eine wesentliche Aufgabe zu. Ist diese Spaltweite zu groß, fließt nahezu die gesamte Schmelze durch diesen Überstrombereich und die Strömung im Wendelgrund kommt zum Erliegen. Ist der Überstromspalt zu eng, kann kaum Schmelze dort hindurchströmen und die dominierende Strömungskomponente tritt in der Wendelströmung auf.
Zur Erreichung eines optimalen Produktionsergebnisse ist somit eine intelligente Anpassung der Spaltweitenverlaufes notwendig. In der Praxis existieren sowohl lineare als auch progressive oder degressive Verlaufsformen.
“Der Spaltweitenverlauf hat einen starken Einfluss auf die Qualität der Verteilung des Extrusionswerkzeuges. ”
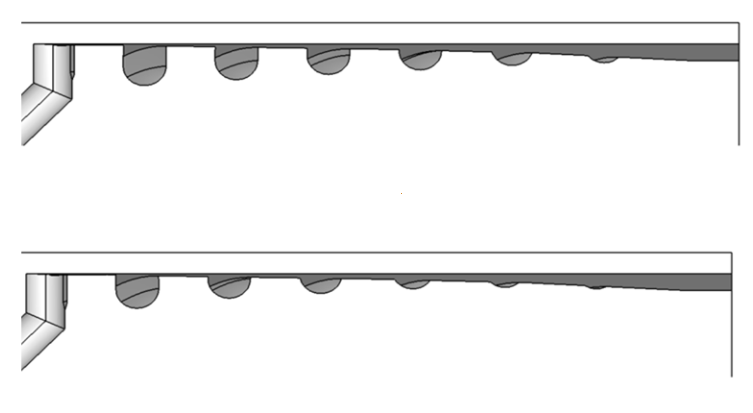
In der nachfolgenden Abbildungen sind unterschiedlche Verläufe der Wendelkanaltiefe sowie der Spaltweite des Überstromspaltes dargestellt. Während die Kanaltiefe in der oberen Abbildung linear abnimmt ist der Wendeltiefenverlauf in der unteren Abbildung degressiv (zunächst schnell abnehmend, dann langsamer abnehmend).
Die korrekte Auswahl und Kombination von verschiedenen Gestaltungsdetails im Wendelverteiler entscheidet über die später zu erreichende Produktqualität. Aus diesem Grund ist es von besonderer Bedeutung, der Auslegung des Wendelverteilers einen großen Stellenwert beizumessen. Heutige Computersimulationsmethoden ermöglichen den Einblick in das Werkzeugverhalten bereits vor der spanabhebenden Bearbeitung des Stahls und helfen so unnötigen Mehraufwand zu vermeiden.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Hilfsmittel sowie Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.
P.S. Die oben gezeigten Abbildungen stammen aus: “Automatisierte Auslegung von Extrusionswerkzeugen”, Dissertation, Kenny Saul (frei erhältlich, erreichbar via google Suche).[:en]
Spiral mandrel distributors are among the most powerful extrusion tools for the production of pipes, films, hoses and bottles and are available in a wide range of variants on the market. Spiral mandrel distributors can be used for various production processes and a good design of the spiral mandrel distributor significantly determines the quality of the product produced.
When designing and dimensioning spiral mandrel distributors, there are various design rules, the knowledge and observance of which can make a positive contribution to achieving high product quality. A few of these design criteria will be mentioned and explained below.
The most important free geometry parameters of a classical spiral mandrel distributor (without consideration of extruder connection, primary distribution and die) are:
- Diameter (D)
- Overall height (H)
- Number of spirals (n)
- Slope of the spirals (alpha)
- Spiral channel depth at beginning of channel (t)
- Spiral width (b)
- Gap width of the overcurrent range (s)
- Wrap angle of the spirals (phi)
- Design details, radii, bevels, sealing surfaces
The diameter of a spiral mandrel distributor as well as the height of the system are usually determined by the available installation space and the desired diameter of the product. The advantages of a compact design are, on the one hand, reduced space and material requirements and, on the other hand, the avoidance of unnecessarily long flow paths and thus unnecessary loading of the melt as well as high pressure losses. However, if the systems are too short, the distribution effect can be negatively affected.
Number of spirals:
“Increasing the number of spirals improves the distribution efficiency and reduces the pressure loss of the tool (with constant spiral geometry).”
In principle, it can be assumed that an increase in the number of spirals increases the free volume (the area in the die in which melt can flow). The pressure loss in the die decreases due to the reduction of the flow resistance which is usually associated with this. At the same time, the melt is distributed over a larger area, which usually increases the distribution effect. The disadvantage is, of course, the longer machining times for milling the flow channels.
Channel depth of the spirals:
“An increase in the initial channel depth leads to a more uniform distribution effect and a reduction in the pressure loss, but can have a negative effect on the flushing capability of the tool.”
In the geometry of the spirals, the initial depth and the depth profile are defined. The depth of the spirals generally decreases continuously with the course of the spirals until it reaches the core diameter of the sleeve. A high initial depth of the spirals leads to a reduction of the pressure loss in the tool, but can have a negative effect on the behaviour of the tool during purging or material change processes. The following graphic shows the simulation results of a spiral mandrel distributor. The occurring wall shear stresses are shown in colour. In the areas where the flow channels are narrow, comparatively high shear stresses prevail, so that the die walls in this area are flushed with good effect (e.g. in the area of the nozzle and the overcurrent areas). The areas in which the flow paths have large free volumes are characterized by low shear stresses (blue areas). Stagnation of the melt can occur here. In principle, the melt takes the “path of least resistance” as it flows through the die, so in deeply cut channels a large part of the melt flows through the spiral channel. Of course, this also has an influence on the distribution effect.
Spiral pitch angle:
“Lower spiral angles improve the melt distribution, but cause a higher pressure loss.”
Together with the overall height of the system, the pitch angle determines the size of the wrap angle. The pitch angle, similar to a thread pitch, is the angle at which the spirals winds around the mandrel. The following figure shows the melt flow in two adjacent spiral in different colors. From the overall height of the manifold as well as the angle of inclination, the wrap angle results, in this case almost 180°.
The resulting overlap angle of the melt in the area of the distributor end is also clearly visible. The overlap angle is the area in the (rotationally symmetrical) product which is fed simultaneously by the melt from two adjacent spirals. The larger this spiral is, the more effectively weld lines are avoided (or blurred).
Gap width between helical mandrel and cylinder:
“The initial gap width has an influence on the distribution efficiency, but this influence is dominated by the gap width profile. Small initial gap widths lead to increased pressure loss”.
Since the function of the spiral mandrel distributor is based on the principle that the flow fronts that flow through the spirals overlap with the flow fronts that flow out of the spiral and into the gap area, the gap width between mandrel and cylinder plays an important role. If this gap width is too large, almost the entire melt flows through this overcurrent area and the flow at the bottom of the spiral comes to a stagnation. If the overflow gap is too narrow, hardly any melt can flow through it and the dominant flow component occurs in the spiral flow.
In order to achieve optimum production results, an intelligent adjustment of the gap width course is therefore necessary. In practice, both linear and progressive or degressive shapes exist.
“The gap width profile has a strong influence on the quality of the distribution of the extrusion die. ”
The following figures show different courses of the spiral channel depth and the gap width of the overcurrent gap. While the channel depth in the upper illustration decreases linearly, the spiral depth curve in the lower illustration is degressive (first rapidly decreasing, then slowly decreasing).
The correct selection and combination of various design details in the spiral mandrel distributor determines the product quality to be achieved later. For this reason, it is particularly important to attach great importance to the design of the spiral mandrel distributor. Today’s computer simulation methods allow an insight into the tool behaviour even before the machining of the steel and thus help to avoid unnecessary additional expenditure.
Register here (free of charge) as a premium member and gain access to our download area. There you will find various aids and checklists. In addition, as a premium user you will always be informed about new contributions.
P.S. The illustrations shown above come from: “Automated design of extrusion dies”, dissertation, Kenny Saul (freely available, accessible via google search)[:]