[:de]Ist virtuelle Assistenz so etwas wie ein MDE/BDE System?[:en]Is virtual assistance something like a MDE/BDE system?[:]
[:de]Wir leben im Zeitalter von Digitalisierung und Industrie 4.0 und heutzutage wird kaum eine neue Produktionsanlage gekauft, die nicht über moderne Kommunikationsschnittstellen (OPC UA, Euromap, etc.) verfügt. Zudem werden täglich ältere Anlagen mit Kommunikationsschnittstellen oder gar vollständigen Retrofit-Steuerungen nachgerüstet, so dass auch diese Anlagen “Industrie 4.0 ready” werden. Auf diese Weise können Maschinen direkt mit übergeordneten Auswertesystemen verbunden werden und sind “kommunikationsfähig”.
Bis vor wenigen Jahren war diese Digitalisierung der Produktion ein Bereich der vorzugsweise von Betriebs-Daten-Erfassungssystemen (BDE) oder konkreter von den sogenannten “Maschinen-Daten-Erfassungssystemen” (MDE) fokussiert wurde. Diese Systeme erfassen einzelne Daten von den Maschinen und speichern diese zur weiteren Datenanalyse ab. Die Datenerfassung erfolgt dabei entweder über eine direkte Maschinenkommunikation oder alternativ über zusätzlich installierte Sensorik oder Terminals in der Produktion.
Dabei werden insbesondere Daten erfasst wie:
- in welchem Zustand befindet sich die Maschine (Stillstand, Wartung, Produktion)
- wie viel Produkt hat die Anlage in einem Zeitraum produziert
- welcher Artikel wird gerade produziert
- wie viel Ausschuss wurde produziert
Die Datenmenge die MDE Systeme erfassen ist dabei in aller Regel gering und meist niederfrequent ausgeführt. Üblicherweise kommen MDE Systeme mit einer Anzahl von weniger als 10-30 Prozessparametern je Anlage aus und die Erfassungsgeschwindigkeit (Frequenz) liegt häufig im Bereich von wenigen Werten pro Minute. Diese Tatsache stellt somit auch bereits eine der wichtigsten Unterscheidungen zu dem Ansatz dar, den SHS mit der Entwicklung des “maschinennah agierenden Assistenzsystems” namens Vipra(R) verfolgt.
Unterschied MDE und Assistenzsystem
Ein Assistenzsystem ist ein maschinennah agierendes System, welches eine maximal mögliche Anzahl an Daten mit einer hohen Aufzeichnungsgeschwindigkeit von den angebundenen Prozesssystemen sammelt und diese Daten live – bereits während des Erfassungsvorganges zur Auswertung bereitstellt. Das Assistenzsystem hat die Aufgabe am Live Datenstrom zu agieren und Veränderungen in den Prozessen frühzeitig zu erkennen, zu visualisieren und bei der Optimierung der Prozesse aktiv zu unterstützen.
Es ist ausdrücklich nicht das Ziel des Assistenzsystems, die Daten lediglich zu Speichern und zur nachträglichen Betrachtung bereitzustellen.
Aufgrund dieser Zielsetzung, werden für Assistenzsysteme einige Funktionalitäten notwendig, die für MDE Systeme nicht relevant sind. Die größte Unterscheidung liegt dabei in der Menge der zu akquirierenden Parameter und in der Datenaufzeichnungsgeschwindigkeit. Während MDE Systeme, wie oben erwähnt, oft nur wenige Parameter je Produktionsanlage mit geringer zeitlicher Auflösung sammeln, erfasst das Assistenzsystem eine sehr große Anzahl an Parametern von einer großen Anzahl an unterschiedlichen Systemen und dies mit einer hohen Aufzeichnungsfrequenz.
In der Praxis werden so teilweise mehre hundert Werte pro Produktionssystem mit Aufzeichnungsgeschwindigkeiten von mehr als 100 Werten pro Sekunde erfasst, die als Live-Datenstrom vorgehalten und zur Analyse bereitgestellt werden können.
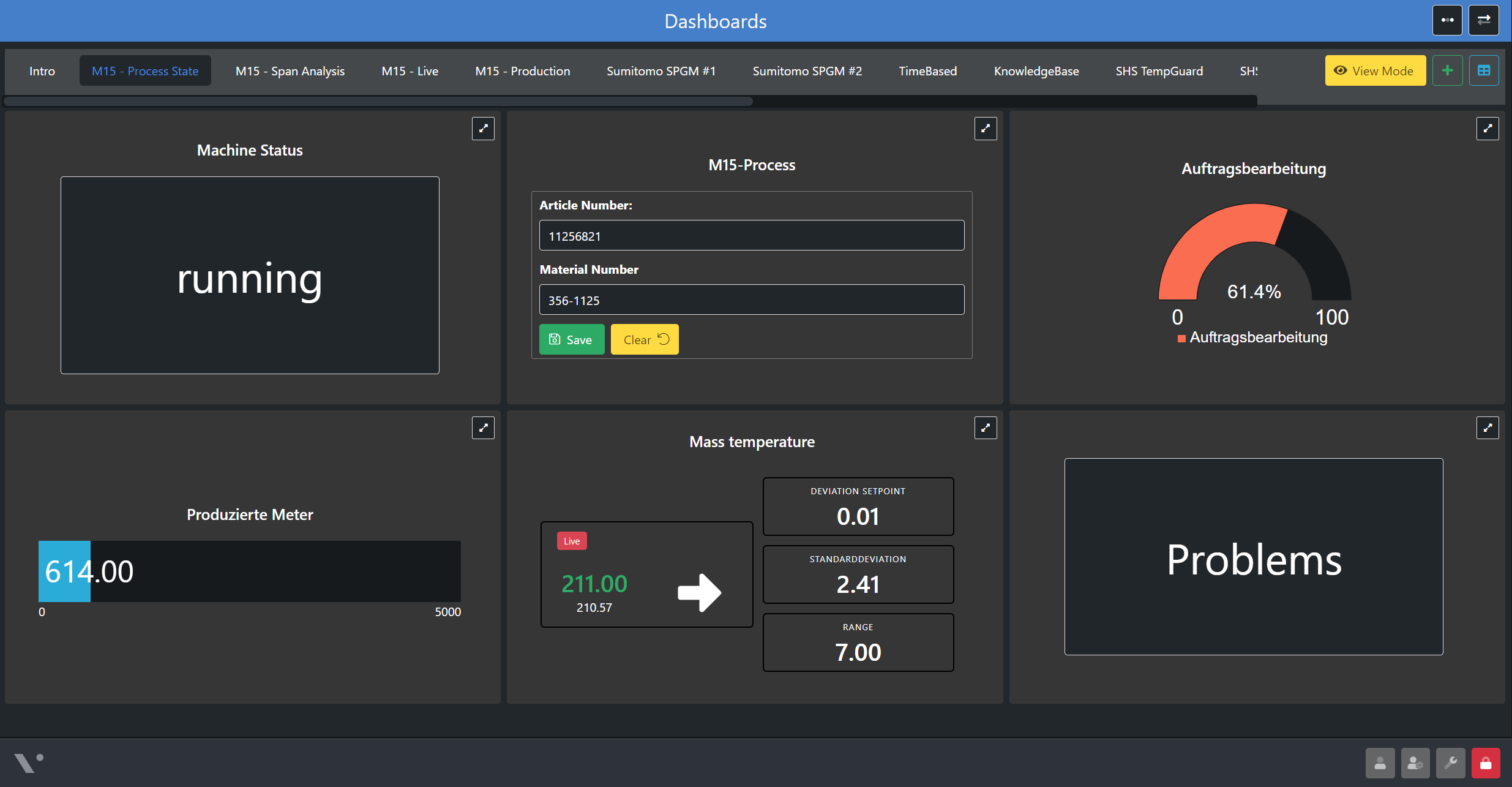
Beispiel eines Dashboards im Assistenzsystem: Kombination aus verschiedenen Schaltflächen für Bedienerfeedback, Formular-Eingabefelder und Darstellung von Live Prozesskennzahlen bzw. der Prozessstabilität von einzelnen Parametern, hier Schmelzetemperatur
Warum so große Datenmengen – Big Data wirklich sinnvoll?
Aber warum sollen denn so viele Daten von einer Anlage erfasst werden, die insgesamt so träge reagiert wie ein Extrusionssystem? Macht das überhaupt Sinn?
Je nachdem wofür die Daten eingesetzt werden sollen. Wenn beispielsweise während der laufenden Produktion bereits erkannt werden soll, welche Situation vorliegt und ob ein Eingreifen in den Prozess notwendig ist, ist eine höhere Abtastfrequenz notwendig. Sofern die aufgezeichneten Daten auch geeignet sein sollen, einen Grund für das Auftreten von Fehlern zu identifizieren, ist eine breite Menge an Parametern sowie auch eine hohe Abtastfrequenz notwendig. Wenn gar der Einsatz von Methoden aus dem Werkzeugkasten des “Machine Learnings” also des maschinellen Lernens auf Basis von künstlicher Intelligenz das Ziel sein soll, dann sind sehr große Datenmengen an Prozessinformationen unabdingbar, damit ein “Training” dieser KI durchgeführt werden kann.
Monitoring – Analyse – Assistenz
Am Markt existieren unterschiedliche Softaresysteme mit unterschiedlichen Zielsetzungen, die allesamt in den Bereich der Systeme fallen die den Überbegriff “Digitalisierung” oder “Industrie 4.0” tragen (und auch verdienen). Dennoch existieren dabei sehr unterschiedliche Herangehennsweisen, Möglichkeiten und Prioritäten, die sich für den folgenden Verglich in die Kategorien Monitoring, Analyse und Assistenz unterteilen lassen.
Monitoring
Mit einem guten Monitoring kann beispielsweise rückwirkend überprüft werden, wie viel Material für die Produktion eines bestimmten Artikels verwendet wurde oder wie hoch der Energieverbrauch für den Betrieb einer speziellen Anlage in einem definierten Zeitraum war. Hierfür reichen wenige Daten, wie etwa der Zählerstand des Materialzählers zum Zeitpunkt des Produktionsbeginns und -endes aus, damit diese Daten mit ausreichender Genauigkeit berechnet werden können.
Wird allerdings eine Abweichung festgestellt, beispielsweise dass der Materialverbrauch deutlich gestiegen oder gesunken ist, kann nicht im Detail ausgewertet werden, woran diese Veränderung gelegen hat.
Analyse
Analysesysteme zeichnen Daten auf und speichern diese (i.d.R.) in Datenbanksystemen. Die Menge der Daten kann dabei durchaus sehr groß werden. Mit einem gut gestalteten Analysesystem wäre es im obigen Beispiel möglich, dass im Rahmen einer Detailanalyse ausgewertet werden kann, mit welchen Prozessparametern produziert wurde und ob es etwa signifikante Unterschiede in der Drehzahl der Schnecke, in der Massetemperatur oder im Schmelzedruck gegeben hat.
Auch wenn dies auf den ersten Blick sehr mächtig klingt, sind derartige Systeme in der Praxis hinsichlich ihres tatsächlichen Potenzials oft nur minimal genutzt, da zwar oft sehr viele Informationen zur Verfügung stehen, diese jedoch stets manuell durch einen analytischen Systembediener ausgewertet werden müssen. Zudem kann zwar häufig nachträglich erkannt werden, dass die Prozesse voneinander abweichen, oft fehlt aber die Information warum dies der Fall war – was sich leider auch rückwirkend (nach Tagen oder Wochen, wenn die Auswertung stattfindet) nur noch selten herausfinden lässt. (Eine Möglichkeit, wie dies automatisiert gelöst werden kann, finden Sie in unserem Beitrag: Automatisierte Situationsanalyse mit virtueller Assistenz – Vipra)
Ein weiterer Nachteil dieser Analysemethode ist, dass ein Produktionsdefizit erst einmal Auftritt und erst bei der späteren manuellen Analyse als solches Defizit erkannt wird. Bleibt diese manuelle Detailanalyse einmal aus, was aufgrund von geringen personellen Kapazitäten in Produktionsbetrieben schnell mal passieren kann, bleibt der Fehler evtl. sogar unerkannt und wird auch nicht behoben.
Assistenz
Mit dem Assistenzsystem der SHS ist es möglich eine große Anzahl an Prozessparametern zu sammeln und diese kontinuierlich (live) – quasi während diese erfasst werden – zu analysieren. Auf diese Weise wird es möglich, Automatismen zu verwenden, die direkt und unmittelbar beim Auftreten einer bestimmten Kombination an Prozessparametern eine Situation erkennen und beispielsweise Folgeaktionen aktivieren. Mit einer derartigen Auswertung ist es ebenfalls möglich, auftretende Situationen bereits unmittelbar nach deren Erscheinen zu Erkennen und zeitnah Gegenmaßnahmen einzuleiten.
Zudem stellt das Assistenzsystem Werkzeuge zur Verfügung, die eine Behebung eines Problems erleichtern können. Beispielsweise indem der Maschinenbediener durch verschiedene Dashboards zur Fehlerbehebung geführt wird oder indem bebilderte Informationsbeiträge, Anleitungen oder Prozessvorgaben bereitgestellt werden.
Fazit
Ein Assistenzsystem wie das Vipra System der SHS ist somit kein klassisches MDE oder BDE System. Das Assistenzsystem agiert masschinennah und arbeitet mit einer erheblich größeren Datenmenge und Aufzeichnungsfrequenz und bietet Online-Analysemethoden am Live-Datenstrom.
Aber ist dann eine Kombination von Assistenz und MDE oder BDE – möglich bzw. sinnvoll?
Häufig kommt die Frage auf, ob es möglich und/oder sinnvoll ist ein Assistenzsystem mit einem MDE oder BDE System zu kombinieren.
Die eindeutige Antwort auf diese Frage lautet: Ja.
Beide Systeme haben ihre Besonderheiten und Vorzüge und ein System wird nie die vollständigen Funktionalitäten des anderen Systems abdecken können, auch wenn es sicherlich hier und da Überschneidungen geben mag. Bei der Kombination dieser Systeme gibt es einen wichtigen Punkt zu beachten und zwar die Gestaltung der Datenakquise. Das Assistenzsystem benötigt große Datenmengen mit einer hohen Frequenz. Das MES System ermöglicht eine geringere Datenmenge und ist auch gar nicht in der Lage die vom Assistenzsystem benötigten Datenmengen mit der benötigten Geschwindigkeit (und Struktur) bereitzustellen. Umgekehrt ist dies jedoch sehr wohl der Fall. Vipra bietet exakt für diesen Anwendungsfall eine vollständig offene Datenschnittstelle über die der Lizenznehmer jedem beliebigen Drittsystem den Zugriff auf die vom Assistenzsystem gesammelten Daten genehmigen kann. Somit wird das Assistenzsystem maschinennah eingesetzt, arbeitet dort mit der maximalen Datenmenge und -frequenz und kommuniziert die für das MES/BDE System notwendigen Daten.
Bei Interesse an dieser oder den weiteren Möglichkeiten des virtuellen Produktionsassistenten bieten wir gerne – nach Terminabstimmung – eine individuelle Webkonferenz an, in der wir an einem einem Live-System die Funktionalität des Systems demonstrieren können. Gerne können Sie uns aber auch an unserem Standort in Dinslaken (BRD/NRW) besuchen, so dass wir Ihnen das System live, verbunden mit einem Extrusionssystem und einer Spritzgießmaschine in unserem Technikum demonstrieren können. Sofern Sie daran interessiert sind, schreiben Sie uns gerne eine E-Mail.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Excel-Tools sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.[:en]We live in the age of digitalization and Industry 4.0 and nowadays hardly any new production plant is purchased that does not have modern communication interfaces (OPC UA, Euromap, etc.). In addition, older plants are being retrofitted with communication interfaces or even complete retrofit controls every day, so that these plants also become “Industrie 4.0 ready”. In this way, machines can be directly connected to higher-level evaluation systems and are “communication ready”.
Until a few years ago, this digitalization of production was an area that was preferably focused on by production data acquisition systems (PDA) or, more concretely, by the so-called “machine data acquisition systems” (MDC). These systems record individual data from the machines and store them for further data analysis. The data acquisition takes place either via direct machine communication or alternatively via additionally installed sensors or terminals in production.
In particular, data is recorded such as:
- in which state the machine is (standstill, maintenance, production)
- how much product has been produced by the machine in a certain period of time
- which article is currently being produced
- how much scrap was produced
The amount of data that MDE systems collect is usually small and mostly low-frequency. Usually, MDE systems manage with a number of less than 10-30 process parameters per plant and the acquisition speed (frequency) is often in the range of a few values per minute. This fact therefore already represents one of the most important distinctions from the approach SHS is pursuing with the development of the “machine-oriented assistance system” called Vipra(R).
Difference MDE and assistance system
An assistance system is a system that operates close to the machine, collects a maximum possible number of data at a high recording speed from the connected process systems and provides this data live – already during the acquisition process – for evaluation. The assistance system has the task to act on the live data stream and to detect and visualize changes in the processes at an early stage and to actively support the optimization of the processes.
It is explicitly not the goal of the assistance system to merely store the data and make it available for subsequent viewing.
Due to this objective, some functionalities are necessary for assistance systems that are not relevant for MDE systems. The biggest distinction is in the amount of parameters to be acquired and in the data recording speed. While MDE systems, as mentioned above, often collect only a few parameters per production system with low temporal resolution, the assistance system acquires a very large number of parameters from a large number of different systems and this with a high recording frequency.
In practice, several hundred values per production system are recorded at recording speeds of more than 100 values per second, which can be stored as a live data stream and made available for analysis.
Example of a dashboard in the assistance system: combination of various buttons for operator feedback, form input fields and display of live process key figures or the process stability of individual parameters, here melt temperature
Why so much data – Big Data really makes sense?
But why should so much data be collected from a system that reacts as sluggishly overall as an extrusion system? Does that even make sense?
Depending on what the data is to be used for. If, for example, the situation is to be detected while production is still running and whether intervention in the process is necessary, a higher sampling frequency is required. If the recorded data should also be suitable to identify a reason for the occurrence of errors, a wide set of parameters as well as also a high sampling frequency is necessary. If the goal is to use methods from the toolbox of machine learning based on artificial intelligence, then very large data volumes of process information are indispensable so that this AI can be “trained”.
Monitoring – Analysis – Assistance
There are various software systems on the market with different objectives, all of which fall into the area of systems that bear (and deserve) the umbrella term “digitization” or “Industry 4.0”. Nevertheless, there are very different approaches, possibilities and priorities, which can be divided into the categories of monitoring, analysis and assistance for the following comparison.
Monitoring
With good monitoring, it is possible, for example, to check retrospectively how much material was used for the production of a specific item or how high the energy consumption was for the operation of a specific plant in a defined period. For this, a few data, such as the counter reading of the material counter at the time of the start and end of production, are sufficient for this data to be calculated with sufficient accuracy.
However, if a deviation is detected, for example that material consumption has increased or decreased significantly, it is not possible to evaluate in detail what caused this change.
Analysis
Analysis systems record data and store them (usually) in database systems. The amount of data can become very large. With a well-designed analysis system, it would be possible in the above example to evaluate in detail which process parameters were used for production and whether there were significant differences in the screw speed, melt temperature or melt pressure.
Even if this sounds very powerful at first glance, in practice such systems are often only minimally utilized in terms of their actual potential, because although a great deal of information is often available, it always has to be evaluated manually by an analytical system operator. In addition, although it can often be recognized retrospectively that processes differ from one another, the information as to why this was the case is often missing – which, unfortunately, can only rarely be found out retrospectively (after days or weeks, when the evaluation takes place). (A possibility how this can be solved in an automated way can be found in our article: Automated Situation Analysis with Virtual Assistance – Vipra)
Another disadvantage of this analysis method is that a production deficit first appears and is only recognized as such during the subsequent manual analysis. If this manual detailed analysis does not take place, which can happen quickly due to low personnel capacities in production companies, the defect may even remain undetected and will not be eliminated.
Assistance
With the SHS assistance system, it is possible to collect a large number of process parameters and analyze them continuously (live) – virtually while they are being recorded. In this way, it is possible to use automatisms that recognize a situation directly and immediately when a certain combination of process parameters occurs and, for example, activate follow-up actions. With such an evaluation, it is also possible to recognize situations as soon as they occur and to initiate countermeasures promptly.
In addition, the assistance system provides tools that can facilitate the elimination of a problem. For example, by guiding the machine operator through various dashboards for troubleshooting or by providing illustrated information articles, instructions or process specifications.
Conclusion
An assistance system such as SHS’s Vipra system is therefore not a classic MDE or BDE system. The assistance system acts close to the machine and works with a considerably larger data volume and recording frequency and offers online analysis methods on the live data stream.
But is then a combination of assistance and MDE or BDE – possible or useful?
The question often arises as to whether it is possible and/or sensible to combine an assistance system with an MDE or BDE system.
The clear answer to this question is: Yes.
Both systems have their special features and advantages and one system will never be able to cover the complete functionalities of the other system, even though there may certainly be overlaps here and there. When combining these systems, there is one important point to consider and that is the design of the data acquisition. The assistance system requires large amounts of data with a high frequency. The MES system allows for a smaller amount of data and is not even able to provide the amount of data needed by the assistance system with the required speed (and structure). Conversely, however, this is very much the case. Vipra offers exactly for this use case a completely open data interface via which the licensee can authorize any third party system to access the data collected by the assistance system. Thus, the assistance system is used close to the machine, works there with the maximum amount and frequency of data and communicates the data necessary for the MES/BDE system.
If you are interested in this or the other possibilities of the virtual production assistant, we would be happy to offer you – after scheduling an appointment – an individual web conference in which we can demonstrate the functionality of the system on a live system. You are also welcome to visit us at our location in Dinslaken (BRD/NRW), so that we can demonstrate the system live, connected with an extrusion system and an injection molding machine in our technical center. If you are interested in this, please write us an E-Mail.
Register here (free of charge) as a premium member and gain access to our download area. There you will different tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.[:]