[:de](Automatische) Optimierung der Zylindertemperaturen an Extrudern[:en](Automatic) Optimisation of the Barrel Temperatures in Extrusion[:]
[:de]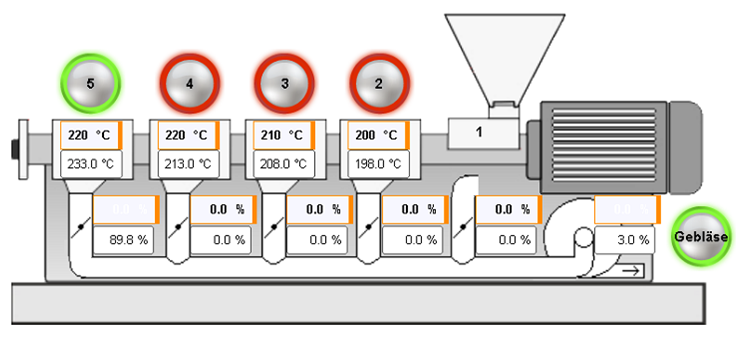
Wie im vorhergehenden Beitrag bereits angesprochen, ist es zur Vermeidung von Produktionsproblemen sowie zur Sicherstellung einer wirtschaftlichen und produktiven Produktion stets ratsam, die Temperaturen des Extrusionszylinders optimal zu parametrieren.
Die Optimierung der Zylindertemperaturen während des laufenden Produktionsbetriebes ist aufgrund der Trägheit des Systems, der gegenseitigen Beeinflussung von benachbarten Zylinderzonen sowie der Tatsache, dass dadurch Ausschuss produziert werden kann keine einfache Aufgabe und wird daher oft gemieden. Somit werden viele Extruder in nicht optimalen Betriebspunkten betrieben, wodurch verborgene Potenziale ungenutzt bleiben.
Wege zur Optimierung der Zylindertemperaturführung
Wie bei jeder Optimierungsaufgabe muss zunächst einmal geklärt werden, welches die Freiheitsgrade der Optimierung (die verstellbaren Parameter) sind und was das (messbare) Optimierungsziel ist.
Die verstellbaren Parameter sind die Soll-Temperaturen der verschiedenen Heizzonen, wobei hierbei aber berücksichtigt werden muss, dass es für jede einzelne Zone kritische (Grenz-) Temperaturen gibt, die entweder aufgrund fehlender Leistung (z.B. Kühlleistung) nicht realistisch erreicht werden können, oder die nicht erreicht werden sollten, da dies zu Prozessproblemen (Verbrennungen, Abbau) führen würde. Zudem muss beachtet werden, dass die am Regler eingestellte Soll-Temperatur in den meisten Fällen nicht mit der in der Zone vorherrschenden Massetemperatur übereinstimmt, sondern lediglich mit der Temperatur am Messkopf des Sensors.
Als Optimierungsziel kommen verschiedene Kriterien in Betracht. Gebräuchliche Zielkriterien sind die Massetemperatur, das Minimieren von Temperaturschwankungen, das Minimieren von Druckschwankungen, aber auch andere Parameter wie die Oberflächenqualität, der Glanz des Produktes oder dessen mechanische Eigenschaften.
Um nun also eine Prozessoptimierung zu ermöglichen, muss zum einen die Anpassung der Prozessparameter möglich sein (dies ist in aller Regel der Fall), zum anderen muss aber auch das Ergebnis der Variation messbar sein, insbesondere auch in der geforderten Frequenz und Genauigkeit (z.B. bei Druckschwankungen; dies ist meist nicht mit dem Standard-Equipment möglich).
Zudem muss berücksichtigt werden, dass je nach Größe des Extruders Zeiträume zwischen einigen Minuten (kleine Extruder) bis hin in den Stundenbereich vergehen können, bis der neue Prozesszustand sich eingeschwungen hat und sich im Gleichgewicht befindet.
Der aus wissenschaftlicher Sicht gebräuchlichste Weg zur Identifikation eines Optimums für eine solche Fragestellung wäre die Durchführung einer vollständigen Versuchsreihe nach dem DOE Prinzip (z.B. vollfaktoriell), wobei alle Zylinderzonen variiert werden und die Systemantwort erfasst wird. Eine derartige DOE Untersuchung kann aber aufgrund des Aufwandes schon bei kleinen Extrudern einen gesamten Arbeitstag einnehmen, so dass dieses Verfahren in der Praxis meist keine Bedeutung findet.
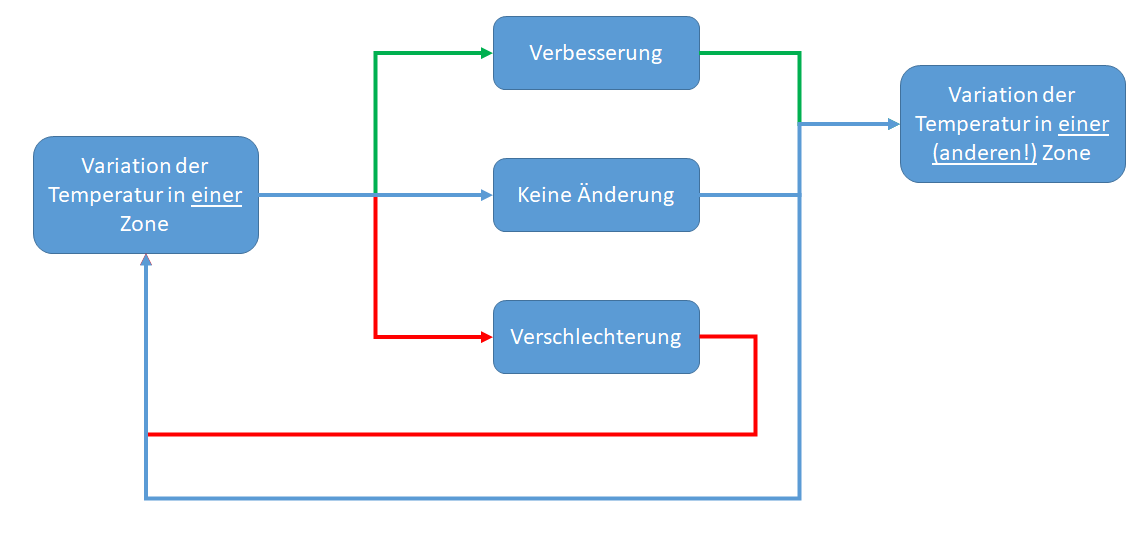
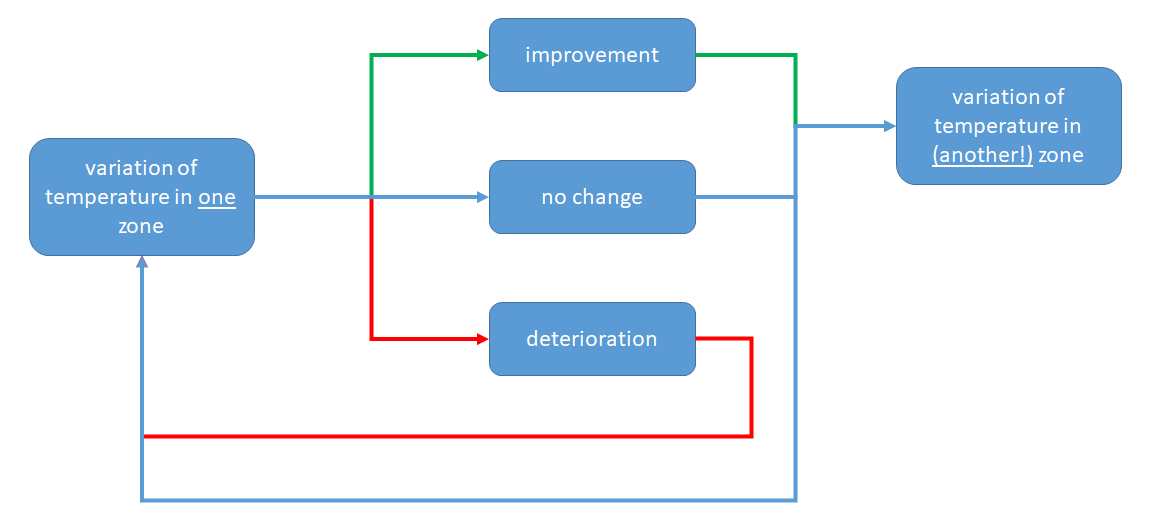
Aufgrund des Aufwandes eines DOE findet die manuelle Prozessoptimierung in der Praxis daher meist in der Form statt, dass einzelne Zonen (jeweils immer nur eine Zone) hinsichtlich ihrer Temperatur in kleinen Schritten (z.B. +/- 5°C) umparametriert werden. Nachdem das System eingeschwungen ist und wieder einen stabilen Betriebszustand erreicht hat, wird die Prozessqualität ausgewertet. Im Falle einer Verbesserung wird die Änderung angenommen, sofern keine Verbesserung eingetreten ist wird entweder die ursprüngliche Parametrierung wieder eingestellt und eine andere Zone wird variiert oder die Veränderung wird beibehalten und trotzdem eine andere Zone angepasst.
Der Nachteil dieser Vorgehensweise ist, dass eine gegenseitige Beeinflussung von verschiedenen Zonen so nur schwer zu erfassen ist und dass eine intelligente Auswahl, welche Zone verändert werden sollte, vom Know How oder dem Erfahrungsschatz des Maschinenbedieners abhängig ist. Zudem kann eine solche Optimierung ebenfalls durchaus viele Stunden dauern, sofern der Maschinenbediener nicht intuitiv die richtige Reihenfolge zur Umparametrierung wählt. Darüber hinaus ist es bei Anwendung dieser Methode schwer zu beantworten, ob ein lokales oder globales Optimum gefunden wurde.
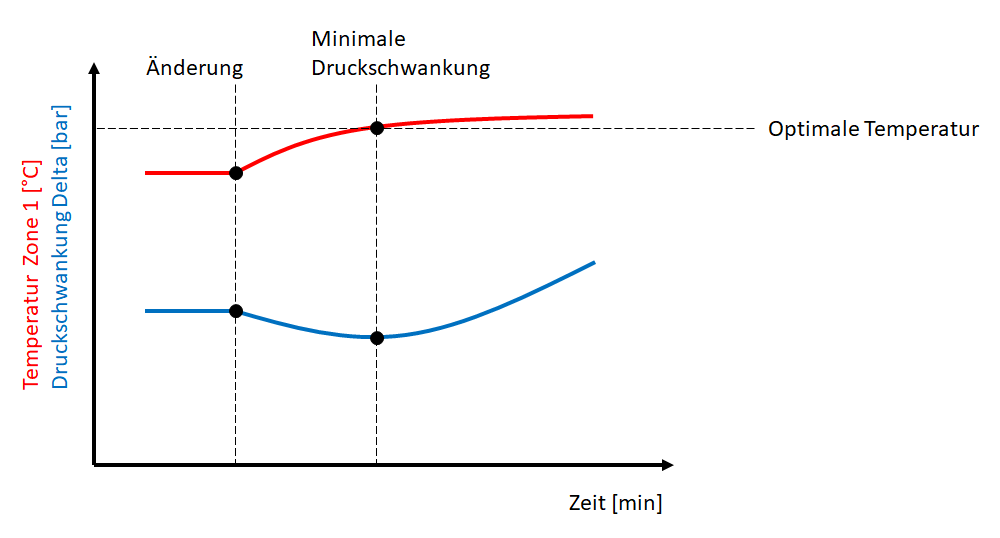
Eine andere Methode zur Identifikation eines optimalen Temperaturprofils ist die dynamische Optimierung (z.B. nach Dr. Chris Rauwendaal). Bei dieser Methode wird eine signifikante Änderung einer Zonentemperatur (z.B. um 20-40°C) eingestellt und es wird kontinuierlich (nach Möglichkeit automatisiert) der Verlauf der Temperatur, sowie der Verlauf der Zielgröße erfasst. Dadurch, dass sich eine Änderung nicht schlagartig einstellt, sondern das System sich langsam dem neuen Sollzustand annähert, werden kontinuierlich Informationen generiert, die das Verhalten des Systems beschreiben.
Die Auswertung eines solchen Verlaufes zeigt deutlich, bei welcher Temperatur die Zielgröße ein Optimum eingenommen hat und gibt wertvolle Informationen über die Zusammenhänge des Prozesses.
Derartige und ähnliche (weiterführende) Algorithmen werden von modernen Maschinensteuerungen dem Anlagenbediener heutzutage als automatische Funktionen zur Verfügung gestellt. Die Steuerung variiert dann automatisiert in intelligenter Weise die Zonentemperaturen (z.B. automatische Zonentemperaturoptimierung ZOT) und ermittelt für verschiedene Zonen und verschiedene Zielgrößen die jeweils optimalen Werte. Dabei werden sowohl monokriterielle als auch multikriterielle Optimierungsalgorithmen eingesetzt.
Eine weiterführende Variante dieser einfachen gradientenbasierten Optimierung sind selsbstlernende Algorithmen. Solche Systeme erfassen kontinuierlich die IST-Situation des Systems durch Sensorik und speichern sämtliche Prozesszustände in denen sich das System einmal befunden hat in einer Datenbank. Somit steht dem System ein großer Bestand an Daten (aus der realen Produktionspraxis) zur Verfügung aus denen spezielle Algorithmen der “künstlichen Intelligenz” ein Systemverhalten “lernen” können.
Ohne dass der Anlagenbetreiber/-bediener also etwas davon mitbekommt, lernt das System kontinuierlich aus der realen Situation und wird somit in die Lage versetzt, aus dem erlernten Wissen dem Maschinenbediener Informationen darüber an die Hand zu geben, welche Temperatureinstellung zu welchem Ergebnis führen werden. Das hier zutreffende Stichwort lautet “virtuelle Assistenzsysteme” und stellt aus unserer Sicht die Zukunft der Extrusion dar.
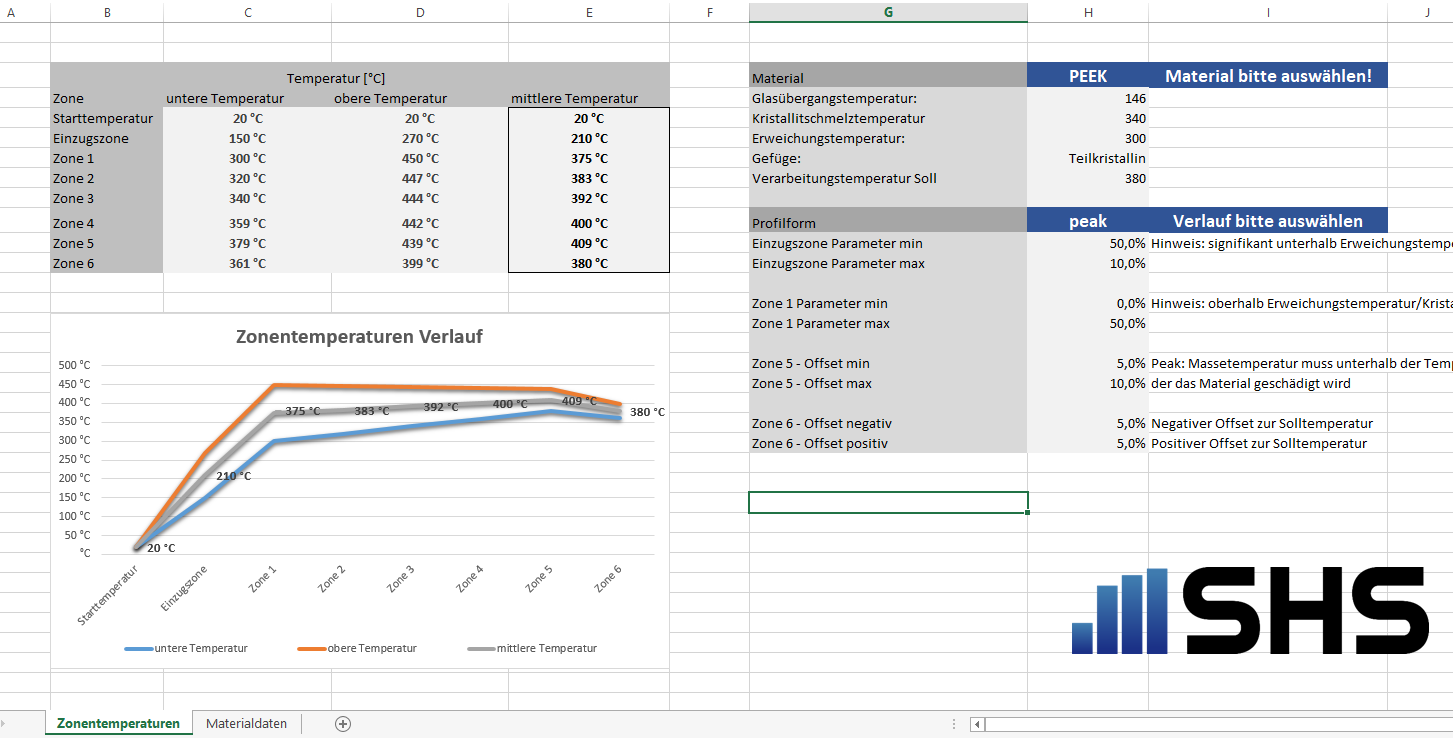
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie unter anderem ein Excel-Berechnungsprogramm zur Auslegung des Temperaturprofils eines Extruders inkl. erweiterbarer Materialdatenbank. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.
(P.S. Die Entwicklung selbstlernender Systeme ist eine der Hauptaktivitäten der SHS plus GmbH und findet Anwendung in unseren virtuellen Assistenzsystemen sowie unseren Extrudersteuerungen zur Nachrüstung an bestehenden Anlagen (Retrofit).[:en]
As already mentioned in the previous article, it is always advisable to optimally parameterize the temperatures of the extrusion cylinder to avoid production problems and to ensure economical and productive production.
Optimizing cylinder temperatures while production is running is not an easy task and is therefore often avoided due to the inertia of the system, the mutual influence of adjacent cylinder zones and the fact that waste material can be produced as a result. This means that many extruders are operated at sub-optimal operating points, leaving hidden potentials untapped.
Ways to optimise the different barrel-zone temperatures
As with any optimization task, it must first be clarified what the degrees of freedom of the optimization (the adjustable parameters) are and what the (measurable) optimization goal is.
The adjustable parameters are the setpoint temperatures of the different heating zones, but it must be taken into account that for each individual zone there are critical (limit) temperatures which either cannot be realistically reached due to a lack of power (e.g. cooling capacity) or which should not be achieved as this would lead to process problems (burns, degradation). In addition, it must be noted that in most cases the setpoint temperature set on the controller does not correspond to the mass temperature prevailing in the zone, but only to the temperature at the sensor’s measuring head.
Various criteria can be considered as optimization goals. Common target criteria are the mass temperature, the minimization of temperature fluctuations, the minimization of pressure fluctuations, but also other parameters such as the surface quality, the gloss/haze of the product or its mechanical properties.
In order to enable process optimization, it must be possible to adjust the process parameters (this is usually the case), but the result of the variation must also be measurable, especially in the required frequency and accuracy (e.g. in the event of pressure fluctuations; this is usually not possible with standard equipment).
It must also be taken into account that, depending on the size of the extruder, periods of time between a few minutes (small extruders) and hours may elapse before the new process state has settled and is in equilibrium.
From a scientific point of view, the most common way to identify an optimum for such a problem would be to conduct a complete series of experiments according to the DOE principle (e.g. fully factorial), whereby all cylinder zones are varied and the system response is recorded. However, such a DOE examination can take up an entire working day even with small extruders, so that this procedure is usually of no importance in practice.
Due to the complexity of a DOE, manual process optimization in practice therefore usually takes place in the form that individual zones (only one zone at a time) are reparameterized with regard to their temperature in small steps (e.g. +/- 5°C). After the system has settled and returned to a stable operating state, the process quality is evaluated. In the event of an improvement, the change is accepted if no improvement has occurred, either the original parameterization is reset and another zone is varied or the change is retained and yet another zone is adapted.
The disadvantage of this approach is that the mutual influence of different zones is so difficult to grasp and that an intelligent selection of which zone should be changed depends on the machine operator’s know-how or wealth of experience. In addition, such an optimization can also take many hours if the machine operator does not intuitively choose the correct sequence for re-parameterization. In addition, it is difficult to determine whether a local or global optimum was found when using this method.
Another method for identifying an optimal temperature profile is dynamic optimization (e.g. according to Dr. Chris Rauwendaal). With this method, a significant change in a zone temperature (e.g. around 20-40°C) is set and the course of the temperature as well as the course of the target variable is recorded continuously (if possible automatically). Because a change does not occur abruptly, but the system slowly approaches the new target state, information is continuously generated that describes the behavior of the system.
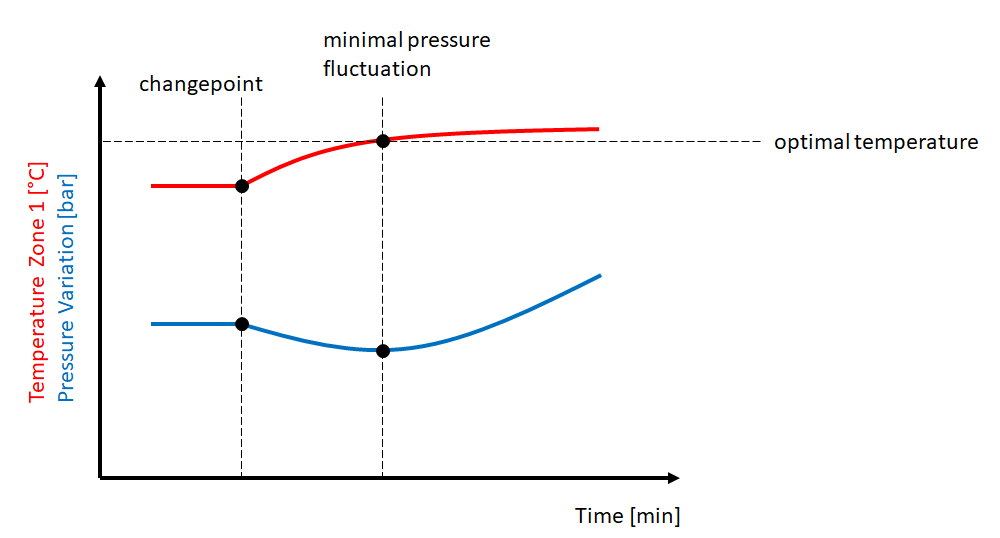
The evaluation of such a process clearly shows at which temperature the target variable has reached an optimum and provides valuable information about the interrelationships of the process.
Such and similar (further) algorithms are nowadays made available to the plant operator as automatic functions by some modern machine controls. The controller then automatically and intelligently varies the zone temperatures (e.g. automatic zone temperature optimization – ZTO) and determines the optimum values for different zones and different target variables. Monocriterial as well as multicriterial optimization algorithms are used.
A further variant of this simple gradient based optimization are self-learning algorithms. Such systems continuously record the actual situation of the system by sensors and store all process states in which the system has once been in a database. This provides the system with a large amount of data (from real production practice) from which special algorithms of “artificial intelligence” can “learn” system behavior.
Without the plant operator/operator noticing any of this, the system continuously learns from the real situation and is thus put in a position to provide the machine operator with information on which temperature setting will lead to which result from the knowledge acquired. The appropriate keyword here is “virtual assistance systems” and represents the future of extrusion from our point of view.
Register here (free) as a premium member and get access to our download area. There you will find, among other things, an Excel calculation program for designing the temperature profile of an extruder including an expandable material database. In addition, as a premium user you will always be informed about new contributions.
(P.S. The development of self-learning systems is one of the main activities of SHS plus GmbH and is used in our virtual assistance systems and our extruder controls for retrofitting to existing systems (retrofit).[:]