[:de](Ver-)Blocken von Folie – Ursachen und Lösungsansätze[:en]Blocking of Films[:]
[:de]
Verblockung von Folien gilt als häufigste Ursache für Reklamationen bei Folien. In sehr leichten Schweregraden gilt das Problem lediglich als leichter Qualitätsmangel, in extremeren Fällen führt es aber zu großen Mengen an Ausschussproduktion, da ganze Wickel entsorgt werden müssen auf denen das Blocken aufgetreten ist. Einige Ursachen für das Blocken sind oft grundsätzlich bekannt, dennoch tritt das Problem sehr häufig auf.
Verblocken oder Blocken
Als Verblocken wird der Effekt bezeichnet, dass sich Folienbahnen nach dem Aufwickeln auf einer Wickelhülse nicht mehr / oder nur schwer voneinander trennen lassen. Die einzelnen aufeinanderliegenden Lagen bilden einen Block, bzw. verblocken miteinander. Das Abwickeln ist dann nicht mehr ohne optische Beeinträchtigung oder mechanische Beschädigung der Folie möglich. In leichteren Fällen ist das Abwickeln zwar möglich, aber es beeinträchtigt die Effizienz von Folgeprozessen, weil sich beispielsweise Beutel von Verpackungsmaschinen nur schwer (langsam) öffnen lassen.
Messbarkeit von Verblocken
Für die Messung der Neigung einer Folie zum Verblocken existieren unterschiedliche Testmethoden.
In der Produktion wird häufig ein sehr einfacher manueller Test durchgeführt, bei dem zwei Lagen einer Folie aufeinandergelegt werden und zwischen Daumen und Zeigefinger gegeneinander verschoben oder voneinandner getrennt werden.
Das Verblocken kann aber auch nach einer standardisierten, wissenschaftlichen Methode messtechnisch bewertet werden (ASTM D-3354-89). Dabei wird die Kraft gemessen, die notwendig ist um zwei Folien voneinander zu trennen. Die einzelnen Lagen der Folie werden dabei jeweils auf einem Aluminiumblock aufgebracht, wobei einer der Blöcke am Boden der Apparatur befestigt und der andere Block (gewichtskompensiert) an einem Waagenarm montiert ist. Auf der gegenüberliegenden Seite des Waagenarms kann nun durch das Aufbringen von Gewichten die Kraft definiert erhöht werden, bis sich die Folienlagen voneinander trennen.
Mögliche Ursachen und Vermeidungsansätze
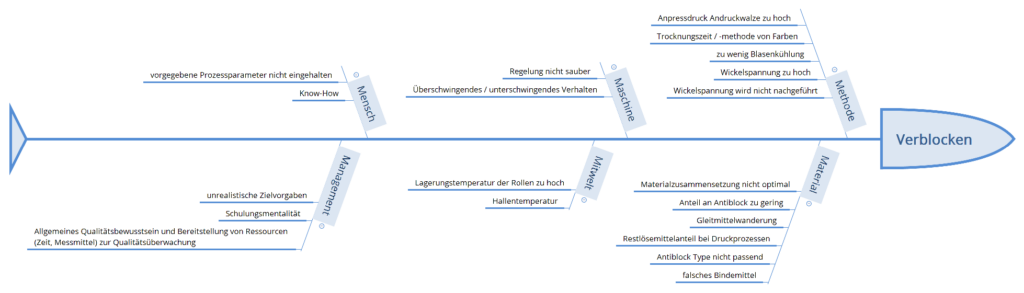
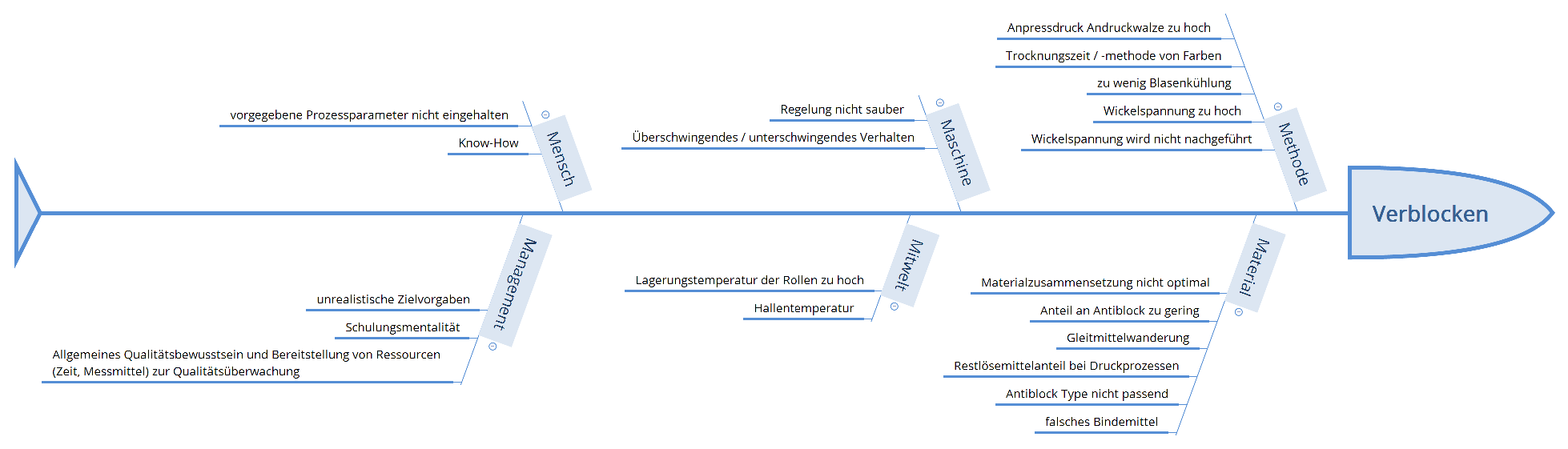
Die Ursachen für das Verblocken können, wie bei der Kunststoffverarbeitung üblich, in unterschiedlichen Bereichen liegen. Bei der Betrachtung der Ursachen hat sich die 6M-Methode als günstig erwiesen, die auch hier angewendet werden soll. Als Ursache für Probleme kommen dabei die folgenden 6 Bereiche, jeweils beginnend mit M in Frage: Material, Maschine, Methode, Mitwelt, Mensch, Management
Thermodynamische Parameter (Temperatur, Kühlleistung):
- Thermodynamische Prozessführung der Kühlung ist entscheidend (Kühlmitteltemperaturen, Volumenströme)
- Unterschreiten eines kritischen Temperaturniveau (abhängig vom Material) beim Wickeln
- bei dickeren Folien ist nicht die Oberflächentemperatur entscheidend, sondern die Kerntemperatur (da die Wärme auf dem Wickel von innen nach außen wandert und dann zu einem Verblocken führen kann)
- Inline Trocknungszeiten werden nicht eingehalten, sind ungeregelt oder falsch parametriert
- Automatisierte Anpassung der Kühlprozessparameter für unterschiedliche Prozesse, Produkte, Hallentemperaturen oder sonstige Umwelteinflüsse kann oft die Produktivität einer Anlage steigern und die Qualität robust hoch halten
- Computersimulationen ermöglichen Einblick in den Prozess
Mechanische Parameter (Anpresskraft, Spannung):
- Wickelspannung zu hoch
- Wickelspannung wird nicht mit zunehmendem Wickeldurchmesser angepasst, sondern ist konstant
- Anpresskraft von Andruckwalzen zu hoch
- Wickelzug
Materialtechnische Parameter:
- Anteil an Antiblockmitteln nicht optimal
- Type des Antiblockmittels nicht optimal
- Gleitmittelwanderung findet statt
- Bindemittel (Druck) nicht korrekt
- Restlösemittelanteile (Druck) zu hoch
- Compound nicht geeignet
Maschine:
- eingestellte Sollwerte werden nicht exakt eingehalten
- Regelverhalten führt zu Über- oder Unterschwingen
- defekte oder falsch parametrierte oder skalierte Sensorwerte
- fehlende Stellgenauigkeit
Mitwelt:
- zu hohe Hallentemperaturen (besonders, wenn keine Anpassung der Produktionsgeschwindigkeit oder Kühlleistung in Abhängigkeit der Umgebungstemperatur)
- zu hohe Lagertemperaturen
Mensch:
- vorgegebene Prozessparameter fehlerhaft
- Parametrierung des Prozesses fehlerhaft
- Prozessoptimierung wird nicht durchgeführt
- Qualitätskontrollen werden nicht durchgeführt
- Mentalität
Management:
- fehlendes Wissen über Einflussmöglichkeiten des Maschinenbedieners
- fehlende Zeit für Prozessoptimierung
- fehlende Zeit für Qualitätsüberwachung
- Schulungsplanung und internes Know-How
Sofern Sie an weiteren Informationen zum Thema Troubleshooting Extrusion interessiert sind, registrieren Sie sich doch für unseren kostenlosen Newsletter und bleiben Sie informiert über das Erscheinen neuer Beiträge. Gleichzeitig erhalten Sie Zugriff zu unserem kostenlosen Downloadbereich mit vielen hilfreichen Checklisten, Excel-Tools, Simulationsergebnissen sowie dem in der Einleitung des Artikels gezeigten Ishikawa-Diagramms.[:en]
Blocking of films is the most frequent cause of complaints about films. In some light cases, the problem is only a slight quality defect, but in more extreme cases it leads to large quantities of rejects, as entire rolls have to be disposed of on which blocking has occurred. Some causes of blocking are often known, but the problem is very common.
Blocking
Blocking is the effect that film webs cannot be separated from each other after being wound onto a core (or only with difficulty). The individual layers lying on top of each other form a block or block each other. Unwinding is then no longer possible without optical impairment or mechanical damage to the film. In lighter cases, unwinding is possible, but it impairs the efficiency of subsequent processes because, for example, bags from packaging machines are difficult to open (slowler, low productivity).
Measurability of blocking
There are various test methods for measuring the tendency of a film to block.
In production, a very simple manual test is often carried out in which two layers of a film are placed on top of each other and moved between thumb and index finger or separated from each other.
Blocking can also be evaluated using a standardised scientific method (ASTM D-3354-89). The force required to separate two films is measured. The individual layers of the foil are each applied to an aluminium block, one of the blocks being attached to the base of the apparatus and the other block (weight-compensated) being mounted on a balance arm. On the opposite side of the scale arm, weights can be applied to increase the force until the layers of film separate.
Possible Causes and Avoidance Approaches
As is usual in plastics processing, the causes for blocking can be in different areas. When looking at the causes, the 6M method has proven to be beneficial, which is also to be applied here. The following 6 areas, each starting with M, are possible causes for problems: material, machine, method, environment (mother nature), man, management
Thermodynamic parameters (temperature, cooling capacity):
- thermodynamic process control of cooling is decisive (coolant temperatures, volume flows)
- reaching a special critical temperature level before winding (depending on the material)
- for thicker films, it is not the surface temperature that is decisive, but the core temperature (since the heat on the roll migrates from the inside to the outside and can then lead to blocking)
- inline drying times are not observed, are uncontrolled or incorrectly parameterised
- automated adaptation of cooling process parameters for different processes, products, hall temperatures or other environmental influences can often increase the productivity of a plant and keep its quality robustly high
- computer simulations provide insight into the process
Mechanical parameters (contact force, tension):
- winding tension too high
- winding tension is not adjusted with increasing winding diameter, but is constant
- contact force of pressure rollers too high
Technical material parameters:
- proportion of antiblocking agents not optimal
- type of antiblocking agent not optimal
- lubricant migration takes place
- binder (printing) not correct
- residual solvent content (printing) too high
- compound not suitable
Machine:
- set setpoints are not exactly maintained
- control behaviour leads to overshooting or undershooting
- defective or incorrectly parameterized or scaled sensor values
- lack of positioning accuracy
Mitwelt:
- too high hall temperatures (especially if no adjustment of the production speed or cooling capacity depending on the ambient temperature)
- excessively high storage temperatures
Jeez:
- predefined process parameters are incorrect
- incorrect process parameterization
- process optimization is not carried out
- quality controls are not carried out
- mindset
Management:
- lack of knowledge about the influence of the machine operator
- lack of time for process optimization
- lack of time for quality monitoring
- training planning and internal know-how
If you are interested in further information about Troubleshooting Extrusion, please register for our free newsletter and stay informed about the publication of new articles. At the same time you get access to our free download area with many helpful checklists, Excel tools, simulation results as well as the Ishikawa diagram shown above.[:]