[:de]Automatisierte Situationsanalyse mit virtueller Assistenz – Vipra[:en]Automated situation analysis with virtual assistance – Vipra[:]
[:de]Im Zuge der Digitalisierung von Produktionsbetrieben werden immer mehr Prozessparameter gesammelt, gespeichert und zur Analyse zur Verfügung gestellt. Für eine detaillierte Analyse von Produktionsparametern ist es aber unabdingbar, die in der Produktion vorherrschende Situation zu kennen, da es ansonsten sehr schwierig ist, sinnvoll auszuwerten ob hier Ansatzpunkte für Verbesserungen vorliegen oder nicht.
Wird beispielsweise der Massedurchsatz einer Produktionslinie über einen Zeitraum von mehreren Tagen betrachtet, so sieht man typischerweise eine schwankende Kurve, die grundsätzlich in verschiedene Bereiche unterteilt werden kann, je nachdem ob eine steigende, gleichbleibende oder fallende Tendenz aufgetreten ist. Damit anhand einer solchen Kurve aber eine Auswertung möglich wird, muss nun bekannt sein, warum der Massedurchsatz verändert wurde, bzw. nicht auf dem Wunschniveau liegt.
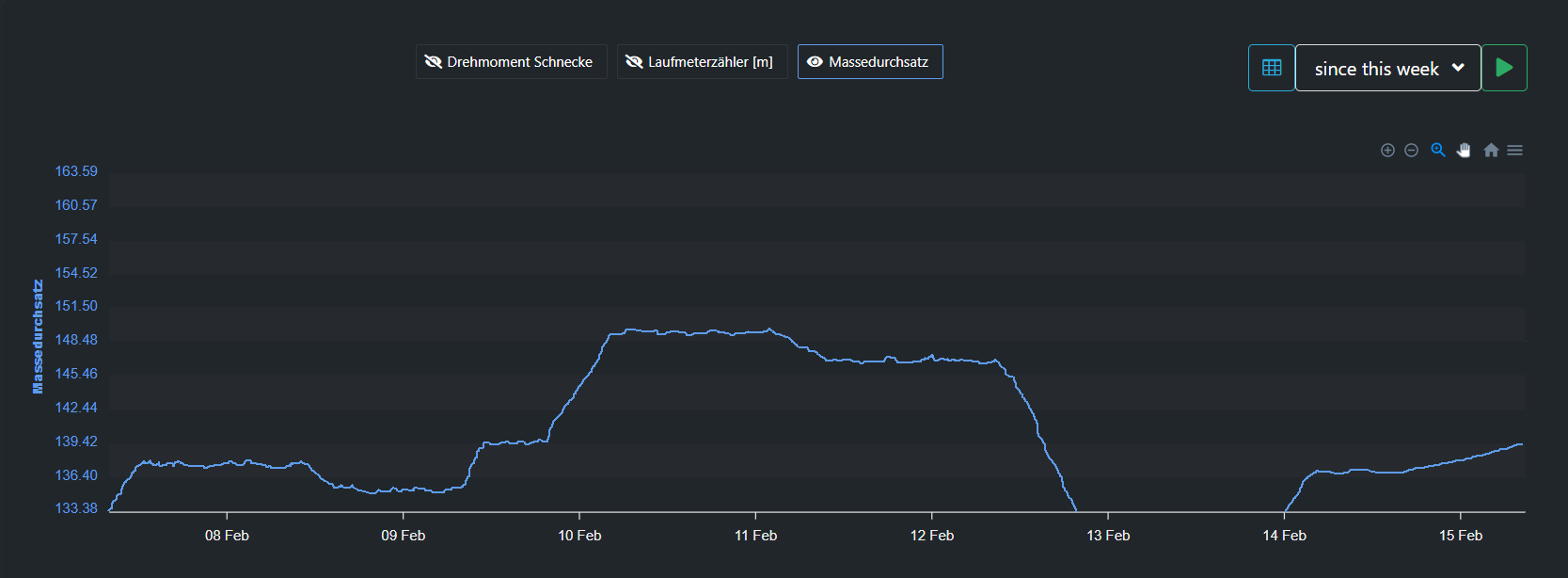
Zur Analyse einer Kurve wie der oben dargestellten, werden nun also weitere Aufzeichnungen – beispielsweise die handschriftlich geführten Schichtprotokolle der Maschinenbediener – herangezogen, worin herausgefunden werden kann, dass in der Nacht vom 12. Februar auf den 13. Februar eine Produktionsunterbrechung aufgrund eines Maschinenschadens eingetreten ist. Für die Reduktion der Produktionsgeschwindigkeit in der Nachtschicht vom 11. Februar auf den 12. Februar findet sich dort jedoch kein Hinweis, wodurch diese Situation schwer nachvollziehbar ist.
Gab es in dieser Nacht evtl. bereits ein sich abzeichnendes Problem, was dann letztendlich auch in dem Maschinenausfall am Folgetag mündete? Oder wurde hier aus anderen Gründen die Produktionsgeschwindigkeit gesenkt?
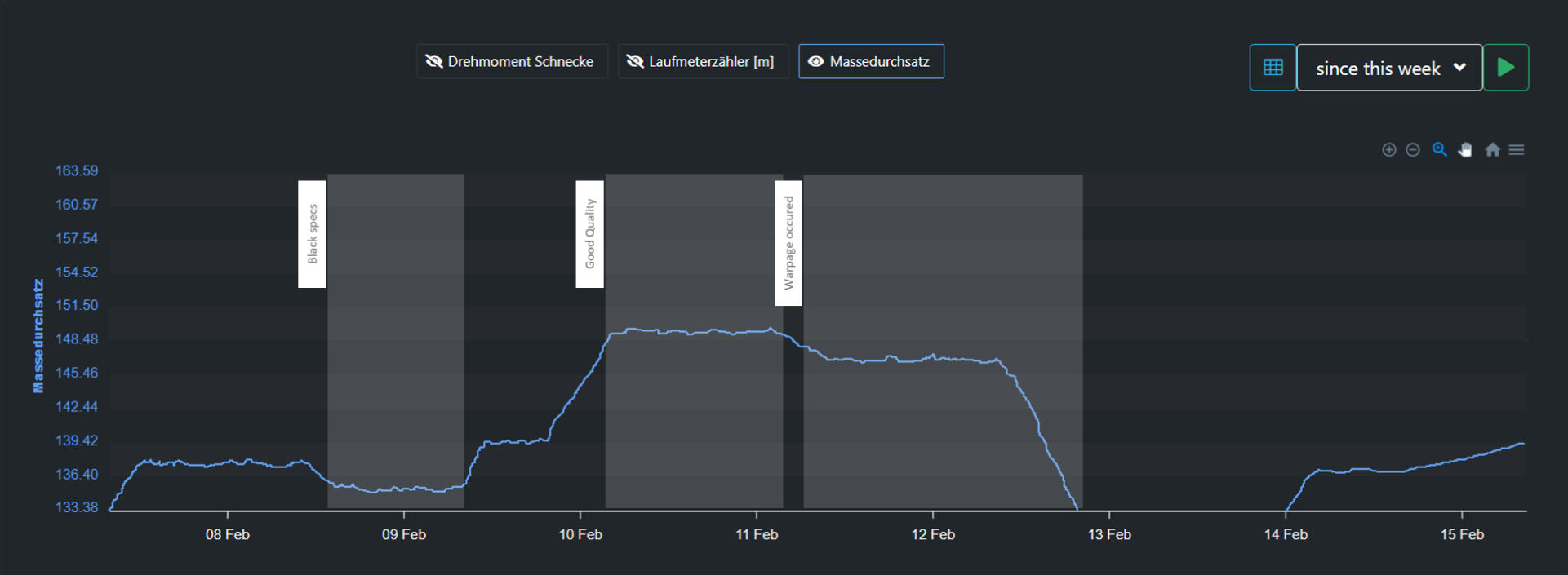
Wäre das obige Analysediagramm mit weiterführenden Informationen angereichert, ließe sich eine Auswertung erheblich vereinfachen. Genau hier setzt eine Funktion des virtuellen Assistenzsystems – Vipra(R) der SHS an, und ermöglicht die automatisierte Erfassung von Produktionsszenarien.
Informationen über die Produktionssituation sind zur Datenanalyse zwingend erforderlich.
Die Kenntnis über die aktuelle Produktionssituation ist für eine Datenanalyse eine wesentliche Vereinfachung wenn nicht gar Voraussetzung, insbesondere wenn die Datenanalyse automatisiert erfolgen soll. Noch mehr als bei einer manuellen Datenanalyse, muss aber ein softwarebasiertes Analysesystem (Assistenzsystem) wissen, ob die aktuellen Prozessparameter zu einem Stillstand, einem Anfahrprozess, einem Ramp-Up oder einem Produktionsprozess gehören, damit das System den Prozess sauber interpretieren kann und um das Risiko zu vermeiden, dass sinnbildlich “Äpfel mit Birnen” verglichen werden.
Aus diesem Grund ist eine assistenzgestützte Situationserkennung eine wichtige Basisanforderung, die aber nicht nur für die automatisierte Datenanalyse, sondern zudem auch für die manuelle Datenanalyse eine enorme Erleichterung darstellt.
Durch die assistenzgestützte Situationserkennung wird es ermöglicht, dass eindeutig definierte Szenarien miteinander verglichen werden können, wodurch der Informationsgewinn daraus enorm erleichtert und beschleunigt wird. Beispielsweise lassen sich so vollständig identische Produktionssituationen, die zu beliebigem Zeitpunkt im Kalenderjahr aufgetreten sind, mit wenigen Klicks gegeneinander visualisieren und miteinander vergleichen.
Beispiel:
Der Systemanwender erhält damit die Möglichkeit, im System zu definieren: Zeige mir alle Situationen in denen der Fehler “Verzug” aufgetreten ist, so dass ich sämtliche Prozessparameter von jeder beliebigen Anlage (Ist-Werte UND Soll-Werte) vergleichen kann, die in Kombination mit diesem Fehler anlagen.
Graphische Analyse und Vergleiche von Situationen
Jede automatisiert vom System erfasste Situation wird wie oben beschrieben separat gespeichert und kann gegen jede andere Situation in graphischer Weise verglichen werden. Die unten dargestellten Ansichten, zeigen zwei Möglichkeiten zur Detailanalyse und zum Vergleich solcher Prozesse.
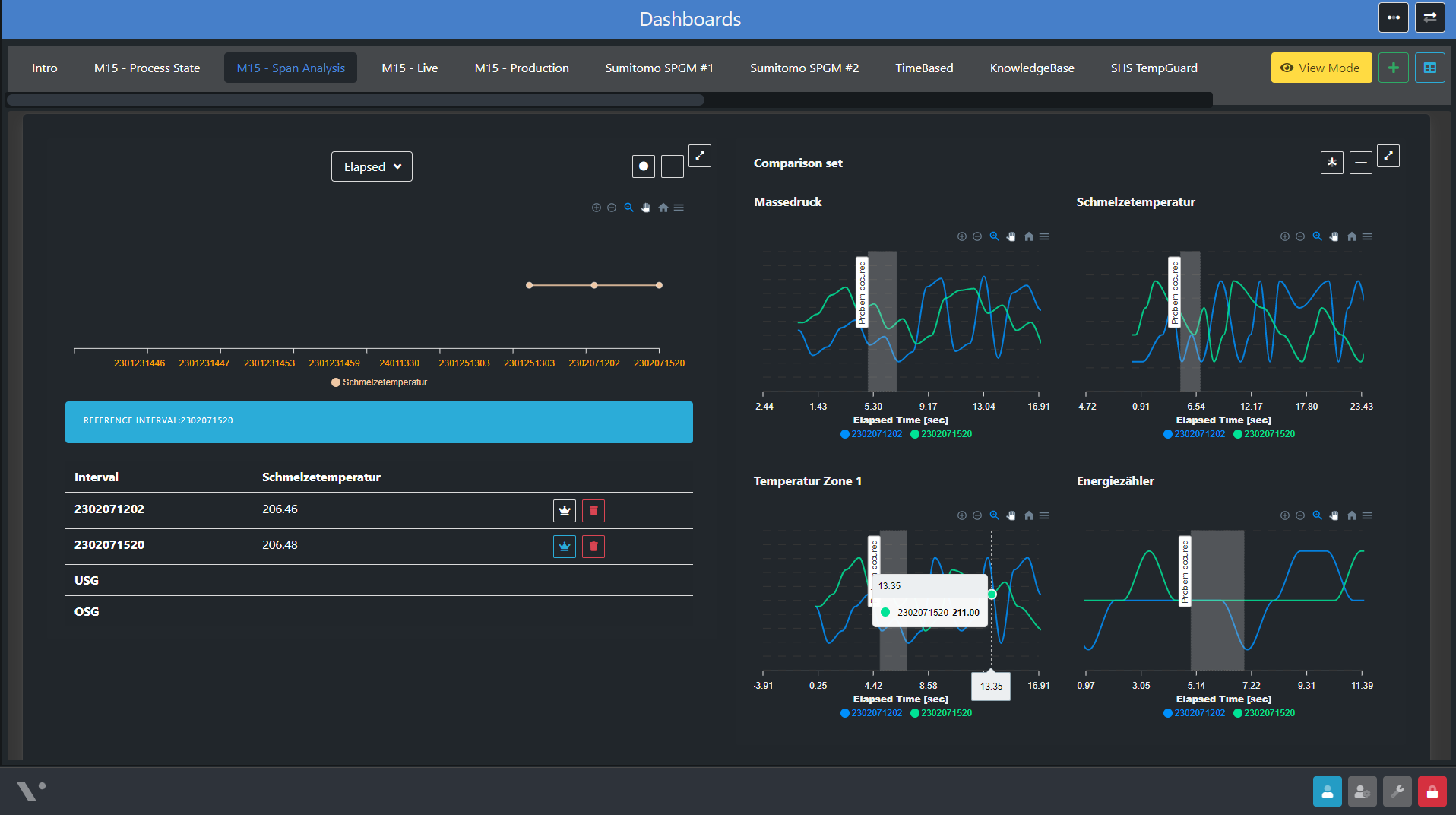
Dashboard zur Visualisierung unterschiedlicher vom System erkannter “Situationen”.
Links im Bild zu sehen: Es sind insgesamt drei solcher Situationen erkannt worden. Zwei dieser Situationen wurden aktiviert und zum Vergleich gegeneinander herangezogen.
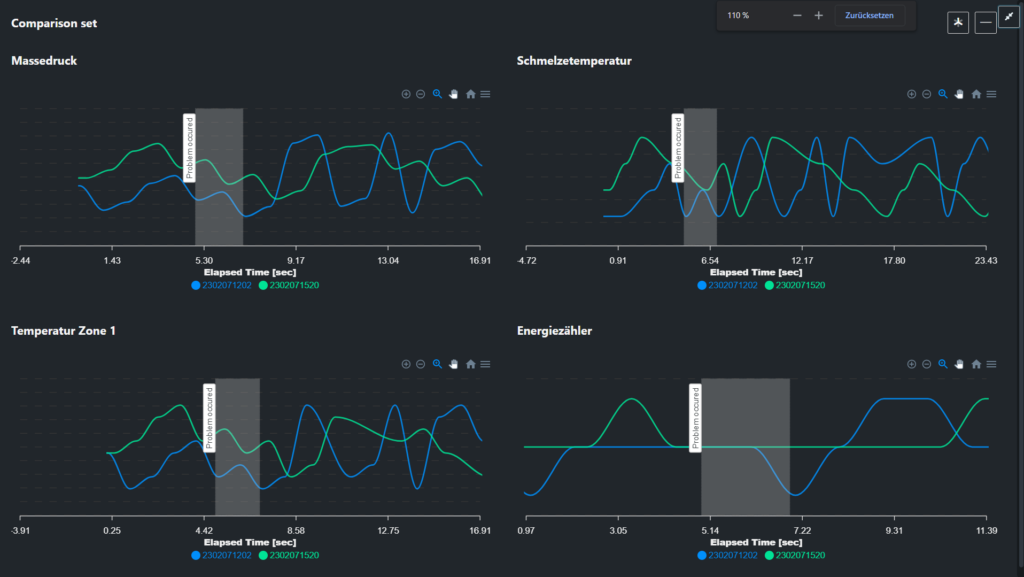
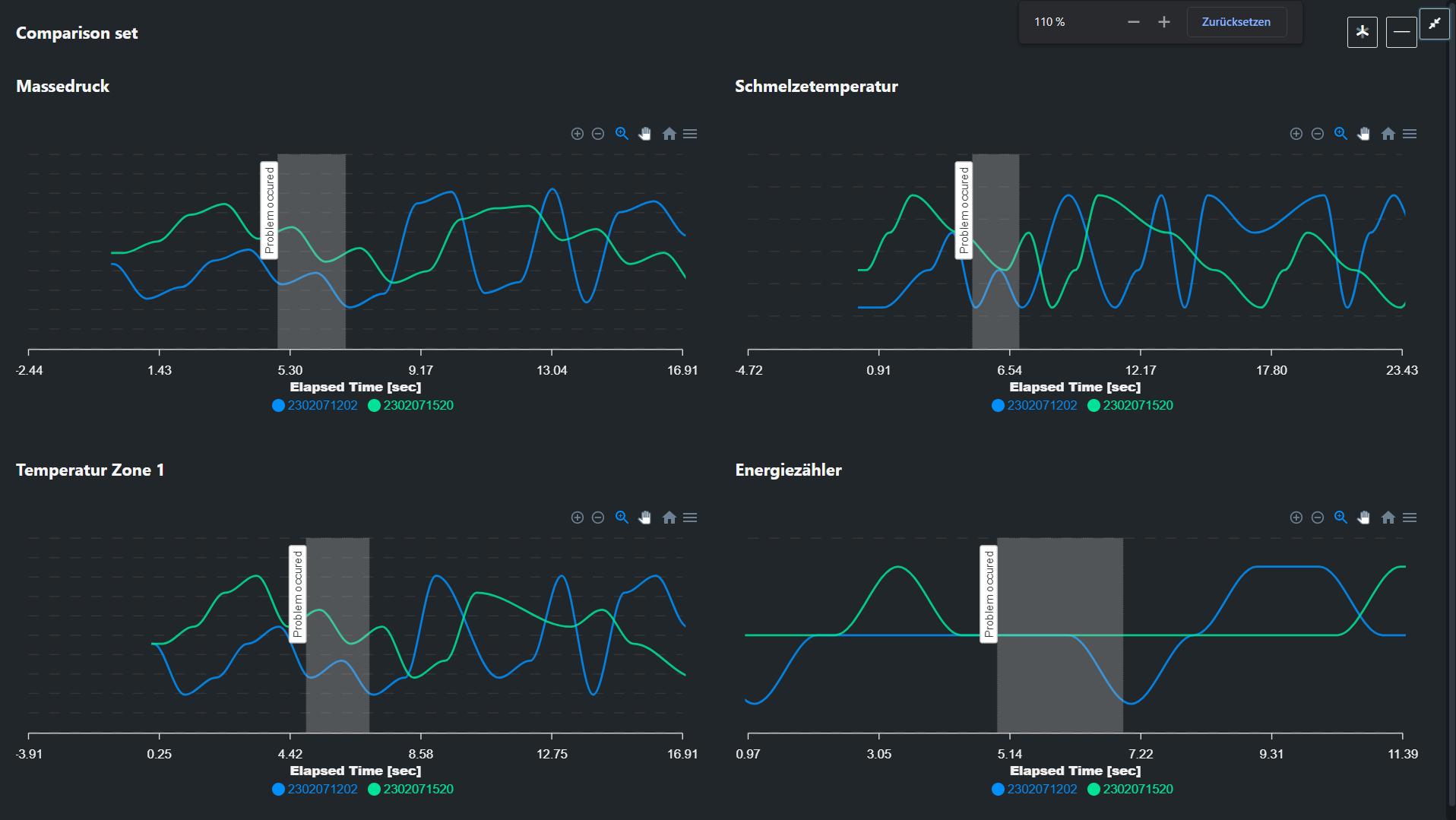
Rechts im Bild zu sehen: Für beide Zeiträumen, werden beliebige Detailkurven der Prozessparameter dargestellt und es werden Bereiche farblich markiert, die hervorgehoben werden (Problem occured). In der Kurvenscharanalyse lassen sich beliebige Situationen gegeneinander vergleichen.
Unten dargestellt: vergrößterte Darstellung
Eine derartige Analyse wird realisiert, indem vom Assistenzsystem die Situation automatisiert erkannt wird. Dazu werden beliebige Kombinationen von Ereignissen vom Assistenzsystem automatisiert überwacht. Die Definition von Bedingungen ist dabei vollständig frei und quasi beliebig kombinierbar. Zu unterscheiden ist dabei in direkte und indirekte Situationserfassung.
Direkte Situationserfassung:
Bei der automatisierten Situationserfassung werden eindeutige Signale herangezogen, die Aufschluss über die Situation geben können.
Eindeutige und direkte Signale können beispielsweise sein:
- Geometriesensor kommuniziert an das Assistenzsystem, dass die Geometrie ausserhalb der Sollmaße ist.
- Drucksensor übermittelt einen kritischen Überdruck.
- Maschine kommuniziert eine Fehlermeldung.
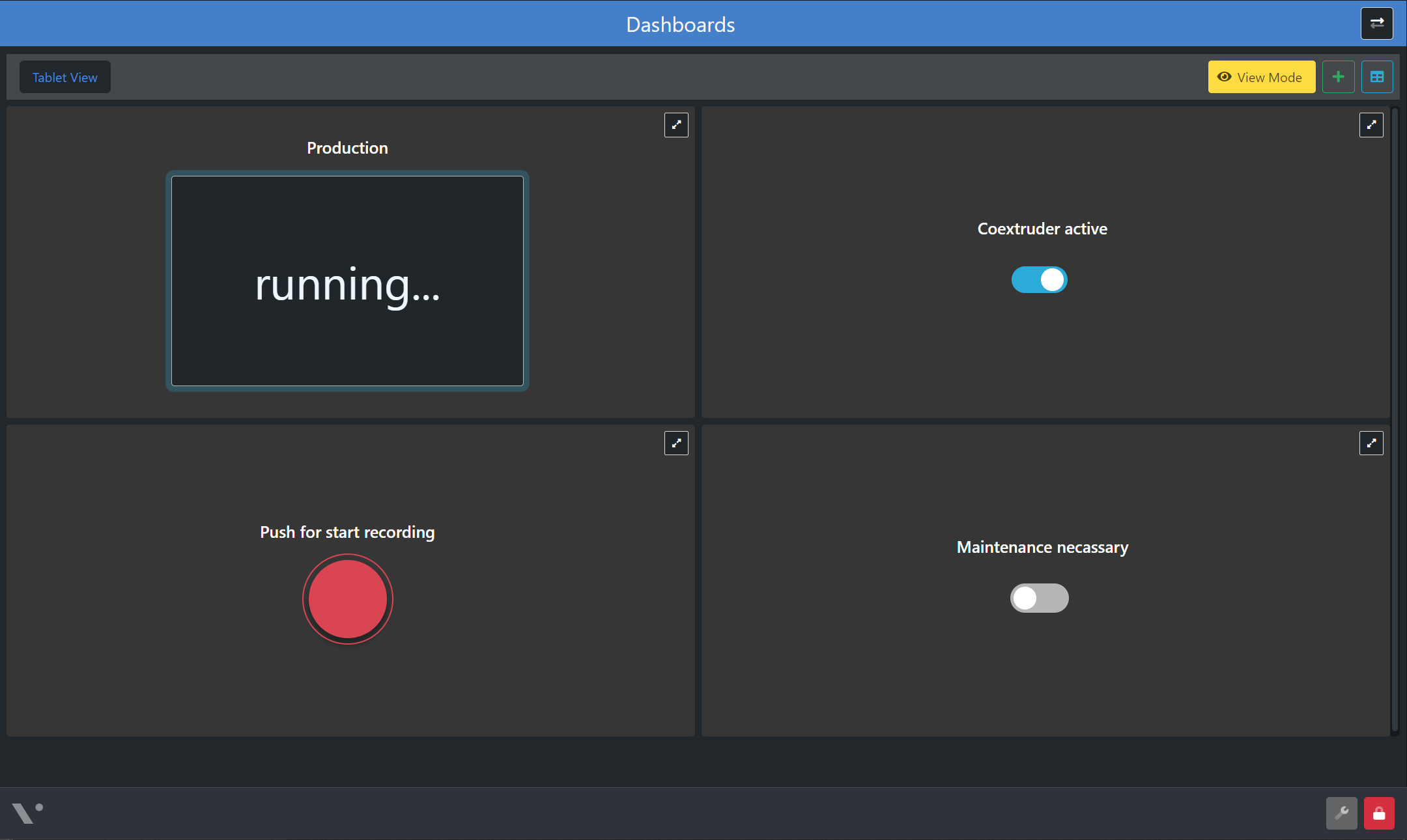
- Mitarbeiter betätigt im virtuellen Assistenzsystem eine selbst definierte Schaltfläche “Produktionsproblem aufzeichnen”.
Der zuletzt genannte Punkt lässt sich dabei für jede beliebige Situation anpassen. Das Assistenzsystem bietet die Funktion, dass in frei konfigurierbaren Dashboards unterschiedliche und individuelle Schaltflächen konfiguriert werden können, so dass jede erdenkliche Situation in der Produktion vom Mitarbeiter mit einem einfachen Tastendruck (zum Beispiel auf einem Tablet PC an der Linie) erfasst werden kann.
Indirekte Situationserfassung:
Oftmals sind aber keine eindeutigen und direkten Signale in Produktionsumgebungen verfügbar, da beispielsweise die dafür notwendige Sensorik (aus Wirtschaftlichkeitsgründen) nicht installiert ist. Eine Situationserfassung die auf einen Tastendruck oder eine Benutzereingabe eines Maschinenbedieners erfolgt, kann dann eine Abhilfe sein, wenn diese jedoch unabhängig vom Faktor Mensch gestaltet sein soll, besteht die Möglichkeit der indirekten und automatisierten Situationserfassung.
In diesen Fällen können auch indirekte Signale zur eindeutigen Situationsbestimmung herangezogen werden, wodurch eine sehr gute Erfassungsqualität erreicht werden kann.
Beispiele für indirekte Signale, die eine eindeutige Situation beschreiben können:
- Wenn die elektrische Leistung an der Anlage auf Null sinkt, steht die Anlage still.
- Wenn der Materialdurchsatz an der Anlage Null ist, wird nicht produziert.
- Wenn der Massedruck zwischen 50bar und 100bar ist und wenn die Abzugsgeschwindigkeit größer als 30m/min ist und wenn der Drucker zur Bedruckung des Profils einen Energieverbrauch von mehr als 100 Watt hat, dann wird mit hoher Wahrscheinlichkeit Gutware produziert und diese auch als solche gelabelt.
Die obigen Beispiele zeigen, dass nicht immer nur direkte Signale zur Bestimmung einer Situation herangezogen werden können, sondern dass auch über Sensoren erfasste Informationen die sich beim Auftreten einer Situation zwangsläufig ergeben, eindeutig signalisieren können was gerade in der Produktion los ist.
Mit diesem Ansatz lassen sich oftmals – durch die Kombination beliebiger Bedingungen miteinander – Zustände erfassen, die mit direkter Sensorik kaum messbar wären.
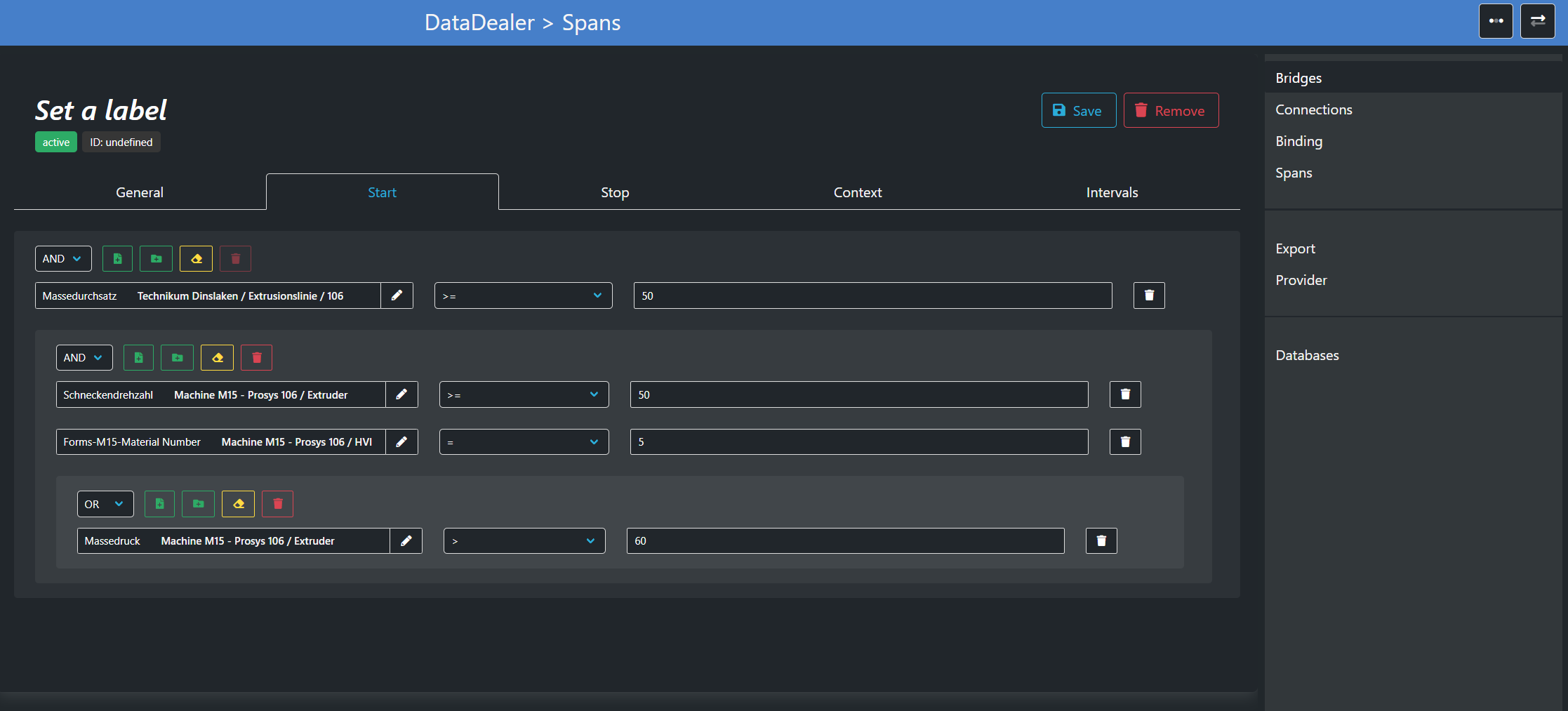
Das Assistenzsystem bietet dabei die Besonderheit, dass diese Bedingungsbäume sehr einfach und intuitiv über den Webbrowser in einer graphischen Benutzeroberfläche konfiguriert werden können. So kann eine Situation auch nachträglich um weitere Bedingungen erweitert werden, wenn beispielsweise Sondersituationen bekannt werden, in denen die Erfassung nicht genau genug funktioniert hat.
Sobald eine derartige Bedingung im System einmal definiert ist, speichert das Assistenzsystem fortan sämtliche Situationen in denen diese Bedingungen erfüllt sind in separater Weise ab und berechnet auf Wunsch auf diese “Spezialsituationen” unmittelbar und vollautomatisch frei konfigurierbare Kennwerte.
Typische Beispiele für automatisierte Produktionsszenarien und automatisiere Berechnungen am Live-Datenstrom
- Wenn Situation = “Ausschussproduktion”, berechne den Materialverbrauch für diese Zeiträume
- Zur Beantworgung der Frage: Wieviel Material haben wir verschwendet?
- Wenn Situation = “Qualitätsfehler tritt auf”, speichere von allen Soll-Werten des Extruders den Min, Max, Average, Modal sowie die Range und die Standardabweichung
- Zur Beantwortung der Frage: Was wird an der Anlage eingestellt um den Fehler zu beheben?
- Wenn Situation = “Material zu kurz getrocknet / Restfeuchte zu hoch”, zähle die Häufigkeit von Fehlermeldungen
- Zur Beantwortung der Frage: Treten bei einer verkürzten Trocknungszeit mehr Fehler auf?
Die obigen Beispiele zeigen welch unterschiedliche Möglichkeiten in der Datenanalyse zur Verfügung stehen, um situationsbasiert und vollautomatisiert Analysen am Live-Datenstrom zu realisieren, die sofort Informationen über die Prozessqualität geben können.
Jeder vom System automatisiert berechnete Wert wird anschließend dauerhaft gespeichert und steht zur weiteren Auswertung in beliebigen Dashboards, Graphen, Tabellen oder Kennzahlenfeldern zur Verfügung.
Bei Interesse an dieser oder den weiteren Möglichkeiten des virtuellen Produktionsassistenten bieten wir gerne – nach Terminabstimmung – eine individuelle Webkonferenz an, in der wir an einem einem Live-System die Funktionalität des Systems demonstrieren können. Gerne können Sie uns aber auch an unserem Standort in Dinslaken (BRD/NRW) besuchen, so dass wir Ihnen das System live, verbunden mit einem Extrusionssystem und einer Spritzgießmaschine in unserem Technikum demonstrieren können. Sofern Sie daran interessiert sind, schreiben Sie uns gerne eine E-Mail.
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Excel-Tools sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.
[:en]In the course of the digitalization of production plants, more and more process parameters are being collected, stored and made available for analysis. For a detailed analysis of production parameters, however, it is essential to know the prevailing situation in production, as otherwise it is very difficult to meaningfully evaluate whether there are starting points for improvements or not.
If, for example, the mass throughput of a production line is observed over a period of several days, one typically sees a fluctuating curve that can basically be divided into different areas, depending on whether an increasing, constant or falling trend has occurred. In order to be able to evaluate such a curve, it must be known why the mass throughput has changed or is not at the desired level.
In order to analyze a curve like the one shown above, further records – for example the handwritten shift logs of the machine operators – are used, in which it can be found out that a production interruption occurred during the night from February 12 to February 13 due to a machine failure. However, there is no indication of the reduction in production speed during the night shift from February 11 to February 12, which makes this situation difficult to understand.
Was there possibly already an emerging problem that night, which ultimately led to the machine breakdown on the following day? Or was the production speed reduced for other reasons?
If the above analysis diagram were enriched with further information, an evaluation could be simplified considerably. This is exactly where a function of the SHS virtual assistance system – Vipra(R) – comes in, and enables the automated recording of production scenarios.
Information about the production situation is mandatory for data analysis
Knowledge of the current production situation is an essential simplification if not a prerequisite for data analysis, especially if the data analysis is to be automated. Even more than in the case of manual data analysis, however, a software-based analysis system (assistance system) must know whether the current process parameters belong to a standstill, a start-up process, a ramp-up or a production process so that the system can interpret the process cleanly and in order to avoid the risk of comparing “apples with oranges” symbolically.
For this reason, assistance-supported situation recognition is an important basic requirement, but it is also an enormous relief not only for automated data analysis, but also for manual data analysis.
Assistance-supported situation recognition makes it possible to compare clearly defined scenarios with each other, which makes it much easier and faster to gain information from them. For example, completely identical production situations that occurred at any time during the calendar year can be visualized against each other and compared with just a few clicks.
Example:
The system user is thus given the option to define in the system: Show me all situations in which the error “delay” has occurred, so that I can compare all process parameters of any plant (actual values AND target values) that occurred in combination with this error.
Graphical analysis and comparisons of situations
Each situation captured automatically by the system is stored separately as described above and can be compared against any other situation in a graphical way. The views shown below, show two possibilities for detailed analysis and comparison of such processes.
Dashboard for visualizing different “situations” detected by the system.
Shown on the left side of the image: A total of three such situations have been detected. Two of these situations were activated and used for comparison against each other.
Right picture: For both time periods, any detail curves of the process parameters are displayed and areas are highlighted in color (problem occured). In the curve chart analysis, arbitrary situations can be compared against each other.
Shown below: enlarged representation
Such an analysis is realized by the assistance system recognizing the situation automatically. For this purpose, any combination of events is automatically monitored by the assistance system. The definition of conditions is completely free and can be combined in almost any way. A distinction must be made between direct and indirect situation detection.
Direct situational awareness:
Automated situation detection uses unambiguous signals that can provide information about the situation.
Unambiguous and direct signals can be, for example:
- Geometry sensor communicates to the assistance system that the geometry is outside the nominal dimensions.
- Pressure sensor communicates a critical overpressure.
- Machine communicates an error message.
- Employee presses a self-defined button “Record production problem” in the virtual assistance system.
The latter point can be adapted for any situation. The assistance system offers the function that different and individual buttons can be configured in freely configurable dashboards, so that every conceivable situation in production can be recorded by the employee with a simple keystroke (for example on a tablet PC on the line).
Indirect situational awareness:
Often, however, no clear and direct signals are available in production environments because, for example, the sensor technology required for this is not installed (for reasons of economy). A situation detection that is based on a keystroke or user input by a machine operator can then be a remedy, but if this is to be designed independently of the human factor, there is the possibility of indirect and automated situation detection.
In these cases, indirect signals can also be used for unambiguous situation determination, whereby a very good detection quality can be achieved.
Examples of indirect signals that can describe an unambiguous situation:
- When the electrical power at the plant drops to zero, the plant is at a standstill.
- When the material throughput at the plant is zero, there is no production.
- If the melt pressure is between 50bar and 100bar and if the take-off speed is greater than 30m/min and if the printer for printing the profile has an energy consumption of more than 100 watts, then it is highly probable that good material is being produced and it is also labeled as such.
The above examples show that not only direct signals can be used to determine a situation, but that information acquired via sensors that inevitably arises when a situation occurs can also clearly signal what is currently going on in production.
With this approach it is often possible – by combining arbitrary conditions with each other – to detect conditions that would hardly be measurable with direct sensor technology.
The assistance system offers the special feature that these condition trees can be configured very easily and intuitively via the web browser in a graphical user interface. This means that additional conditions can be added to a situation at a later date if, for example, special situations become known in which the detection did not work accurately enough.
Once such a condition has been defined in the system, the assistance system stores all situations in which these conditions are fulfilled in a separate manner and, if desired, calculates freely configurable characteristic values for these “special situations” directly and fully automatically.
Typical examples for automated production scenarios and automated calculations on the live data stream
- If situation = “scrap production”, calculate material consumption for these time periods
- To answer the question: how much material did we waste?
- If situation = “Quality error occurs”, store the Min, Max, Average, Modal, Range and Standard Deviation of all target values of the extruder.
- To answer the question: what is set on the line to correct the error?
- If situation = “material dried too short / residual moisture too high”, count the frequency of error messages
- To answer the question: Do more errors occur when drying time is shortened?
The above examples show what different possibilities are available in data analysis to realize situation-based and fully automated analyses on the live data stream, which can immediately provide information on the process quality.
Each value calculated automatically by the system is then stored permanently and is available for further evaluation in any dashboards, graphs, tables or key figure fields.
If you are interested in this or the other possibilities of the virtual production assistant, we would be happy to offer you – by appointment – an individual web conference in which we can demonstrate the functionality of the system on a live system. You are also welcome to visit us at our location in Dinslaken (BRD/NRW), so that we can demonstrate the system live, connected with an extrusion system and an injection molding machine in our technical center. If you are interested in this, please write us an E-Mail.
Register here (free of charge) as a premium member and gain access to our download area. There you will different tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.[:]