[:de]Wie Sie Daten und Prozessparameter aus Maschinensteuerungen auslesen können[:en]How you can read data and process parameters from machine controls[:]
[:de]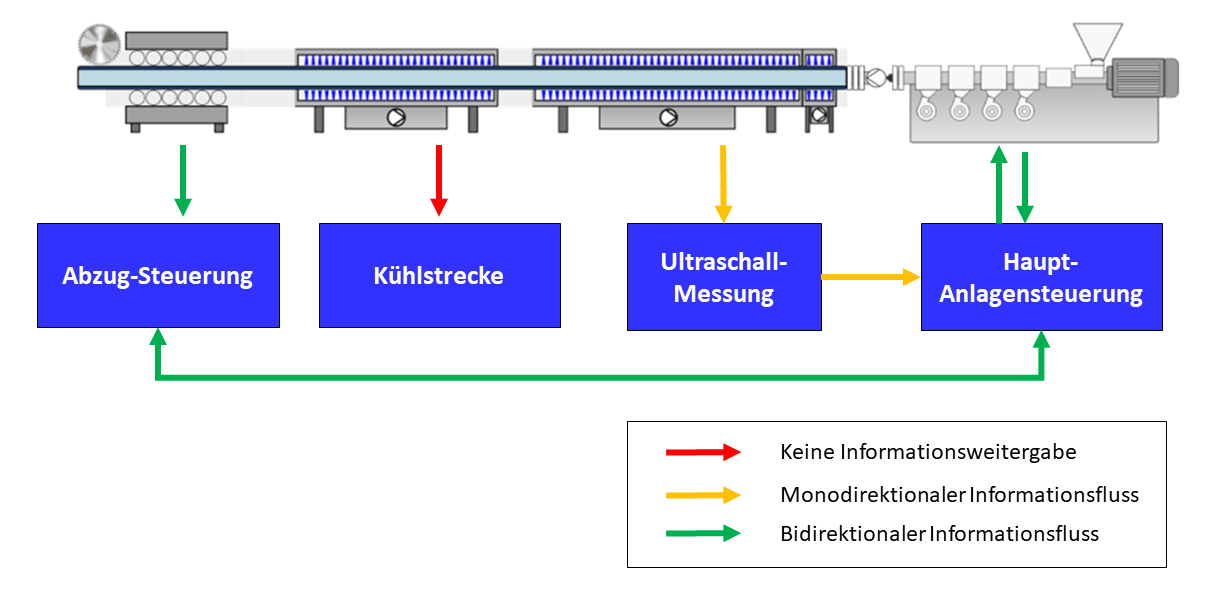
Im Zuge des aktuellen Trends in Richtung Industrie 4.0 ist das Vorhandensein möglichst vieler Prozessinformationen einer der ersten notwendigen Schritte. Prozessinformationen, Stellgrößen und Sensorwerte sind in aller Regel in umfangreichem Maße vorhanden, jedoch ist das Zusammenführen von Daten aus unterschiedlichen Quellen oder eine übergeordnete Verwaltung dieser Daten oft nicht ohne weiteres möglich.
In Extrusionslinien (z.B. Rohr, Profi, Vollstab, Platte) oder Extrusionsanlagen (Blasfolie, Blasformen) existieren in den meisten Fällen neben der eigentlichen Hauptanlagensteuerung weitere Systeme und Sensoren die über eigene Steuerungen verfügen. Dies kann bereits eine einfache Regelung eines Temperiergerätes sein oder eines Abzuges/Wicklers, aber auch die Steuerung einer Millimeterwellensensorik oder einer Gravimetrie. In manchen Fällen verfügen diese dezentralen Steuerungen bereits über Schnittstellen so dass eine Kommunikation mit der Haupt-Anlagensteuerung möglich ist. In anderen Fällen arbeiten derartige Systeme völlig autark, ohne dass die Haupt-Anlgensteuerung Informationen aus diesem Subsystem bereitgestellt bekommt.
Industrie 4.0 Szenarien basieren auf übergreifenden Daten
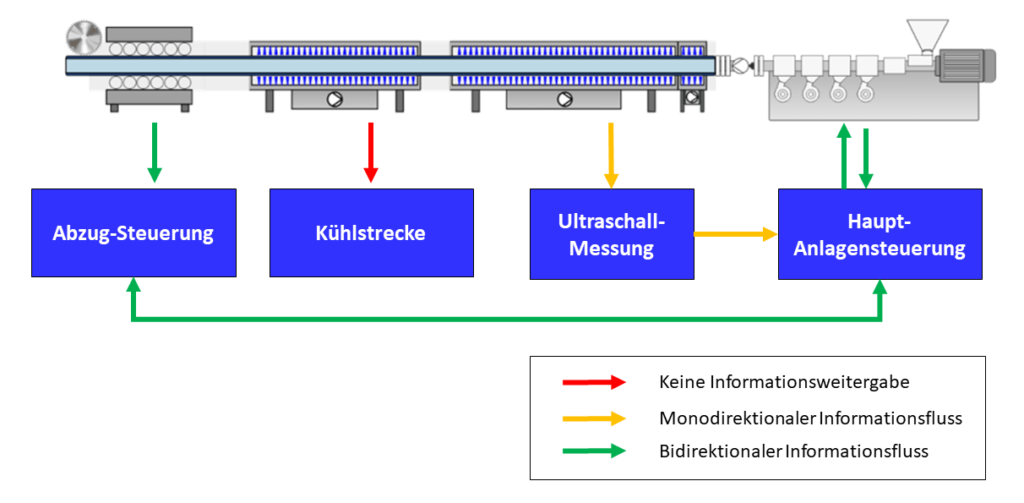
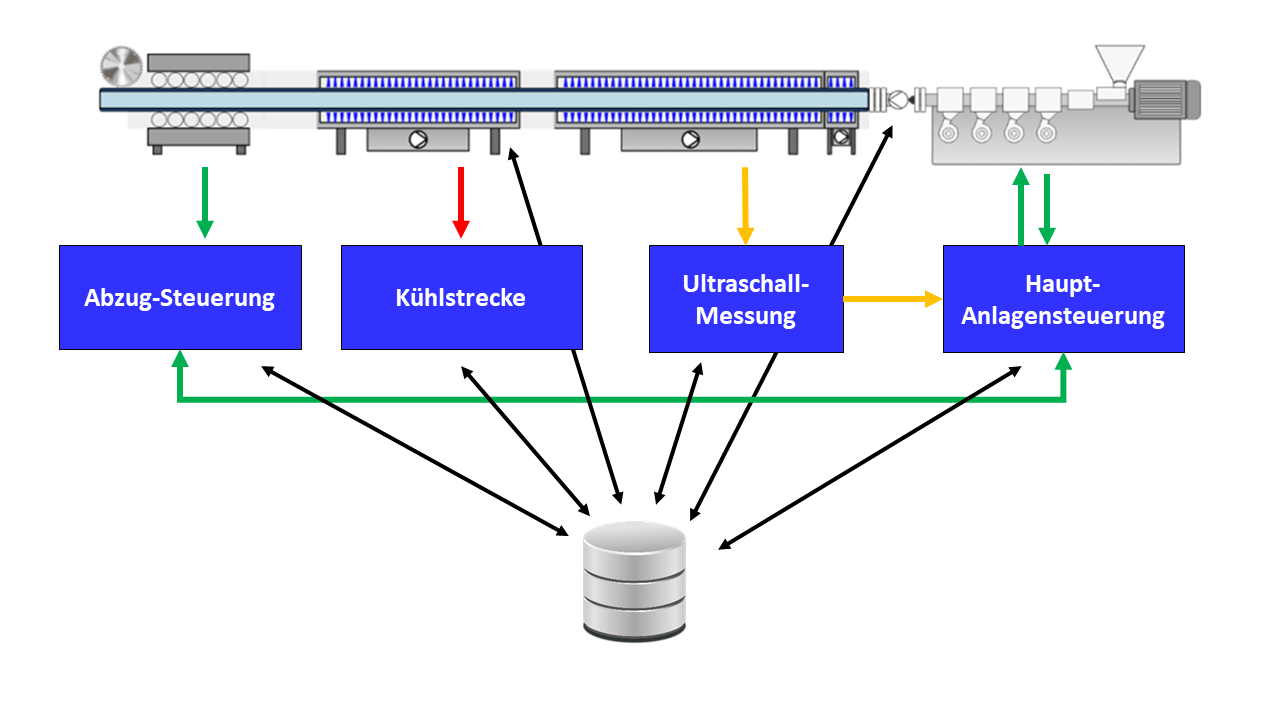
Sofern der Einstieg in das Industrie 4.0 Zeitalter geplant ist, gilt es als einer der ersten Schritte zunächst einmal die Situation herzustellen, dass sämtliche vorhandenen Daten (+ weitere notwendige Daten) in einem übergeordneten System zusammenfließen. Oben gezeigte Abbildung zeigt die unterschiedlichen Informationsflüsse auf, die in Extrusionsanlagen und -linien auftreten können. Bei einem bidirektionalen Informationsfluss bekommt die Hauptsteuerung Informationen von einem Subsystem zur Verfügung gestellt und kann durch Regler oder andere Algorithmen aktiv auf dieses Subsystem zugreifen (z.B. durch Weitergabe neuer Sollwerte). Bei einer monodirektionalen Kommunikation werden die Informationen eines Subsystems zwar an die Hauptsteuerung kommuniziert, so dass diese in der Lage ist die Informationen z.B. zu visualisieren es findet aber kein Rückfluss an Informationen zu diesem Subsystem statt. Dieser Kommunikationsweg sollte nur dann gewählt werden, wenn es sich um eine reine Sensorik handelt, die ohnehin nicht über Aktionsmöglichkeiten verfügt. Der dritte Fall (rot markiert) stellt die Situation dar, wenn gar kein Informationsfluss stattfindet. So kennt die Hauptsteuerung beispielsweise nicht die Lufttemperatur der Kühlluft, den Volumenstrom von Gebläsen oder Pumpen, das Delta T in Kühlstreckensegmenten, etc.
Warum ist die Zusammenführung von Daten nützlich und wichtig
Das Zusammenführen von Daten in einem übergeordneten zentralen System bietet Vorteile, wie beispielsweise:
- Vermeidung von Laufwegen und Zeitverzug (z.B Ablesen von Werten auf Emporen oder am Ende der Linie)
- Visualisierung von Informationen die Hilfestellung bei der Parametrierung des Prozesses geben können
- Möglichkeit der Herstellung von übergreifenden Regelungen
- Unterstützung beim Troubleshooting, da Korrelationen und Wechselwirkungen leichter sichtbar werden
- Datenspeicherung, “Fingerabdruck” der Prozessparameter, Rückverfolgbarkeit von Produktionsdaten
- Verwendung von Datenauswertesystemen die über die Fähigkeiten/Möglichkeiten der Maschinensteuerung hinausgehen
- Voraussetzung zur Umsetzung virtueller Assistenzsystem
Um Daten zusammenführen zu können, sind folgende Fragen meist vorher zu klären:
- Woher stammen die Daten?
- Wie liegen die Daten vor? Sind es analoge Werte (z.B. 0-10V, 4-20mA Signale) oder sind es digitale Werte?
- Welches Protokoll wird bei der Datenkommunikation verwendet? Ein Protokoll ist sozusagen die “Sprache” die zwei Systeme sprechen. Beide Systeme müssen die gleiche Sprache beherrschen, damit eine Kommunikation möglich wird (ModBUS, CAN, EtherCAT, Profibus, etc.)
- Welche Hardware-Schnittstellen verwenden die zu verbindenden Systeme? (Hardware Schnittstellen sind heutzutage meist Ethernet (LAN) Schnittstellen, in einigen Fällen aber auch serielle Schnittstellen oder andere Systeme. Über eine Ethernet Schnittstelle können aber viele unterschiedliche “Protokolle = Sprachen” kommuniziert werden.)
- Verwenden die verbauten Sensoren, Aktoren oder die Steuerung proprietäre Protokolle oder Schnittstellen? (Proprietäre Schnittstellen sind vom Eigentümer so codiert, dass eine Verwendung der Schnittstelle oft nur durch den Hersteller realisiert werden kann. Teilweise wird dies als Mittel zur Kundenbindung genutzt, da für Systemerweiterungen in solchen Fällen nur gleiche Hardware nachgekauft werden kann.)
- Wie viele verschiedene Signale sollen ausgelesen werden?
- Wie ist die Abtastfrequenz der einzelnen Signale?
Systembeschreibung anhand eines praktischen und alltäglichen Beispiels:
Ausgangssituation:
An einer Extrusionsanlage existiert eine Maschinensteuerung die etwa 8 Jahre alt ist. In der Steuerung laufen bereits viele Informationen auf und können dort visualisiert werden. Auch die Ansteuerung peripherer Systeme wie beispielsweise von Temperiergeräten oder Wicklern ist möglich. Allerdings werden die Daten in der Steuerung lediglich angezeigt und für interne Regelkreise genutzt. Ein Zugriff auf das “Programm” der Maschinensteuerung gewährt der Maschinenbauer nicht, somit sind Änderungen und Erweiterungen an diesem System nur durch den Maschinenbediener möglich. Der Maschinenbediener wurde bereits angefragt, verweist aber auf den Kauf einer neuen und modernen Maschinensteuerung, die über bessere Kommunikationsmöglichkeiten verfügt.
Ziel:
Die in der Extrudersteuerung auflaufenden Informationen sollen um weitere Daten ergänzt werden, die bis zum heutigen Zeitpunkt nicht messtechnisch erfasst werden (Umgebungsdaten wie Hallentemperatur, thermische Beeinflussung der Extrusionsumgebung, Kühlungsparameter) und es sollen übergeordnete Auswertealgorithmen die Daten live auswerten. So soll aus den aktuellen Prozessparametern der Anlage und weiteren Informationen die aus dem ERP-System stammen (Personaleinsatz an der Linie, Verkaufspreise) eine Berechnung der Herstellkosten in € pro Meter extrudiertes Produkt erfolgen. Zusätzlich sollen weitere Subsysteme, die über eigene Steuerungen verfügen und nicht mit der Hauptanlagensteuerung kommunizieren ebenfalls durch ein übergeordnetes Systen ausgewertet werden.
Realisierungsweg:
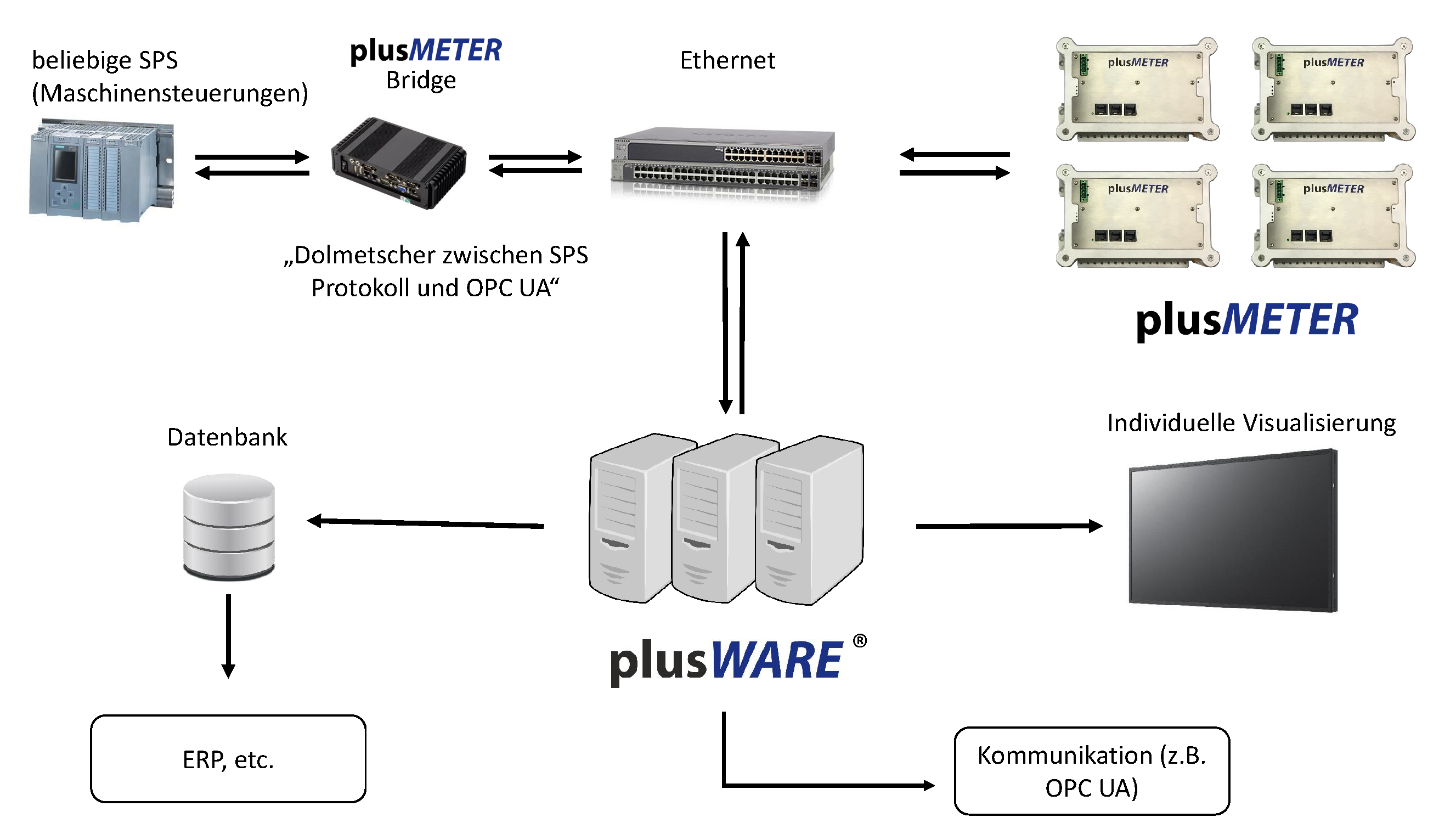
Zunächst wird die Maschinensteuerung der Hauptanlagensteuerung betrachtet. Hier laufen bereits viele verschiedene analoge Signale auf und werden in dieser SPS in digitale Signale umgewandelt. Die Maschinensteuerung (in diesem Fall vom Hersteller Siemens) bietet die Möglichkeit der Kommunikation über das ProfiNET Protokoll via Ethernet Schnittstelle. Damit die in der Maschinensteuerung zur Verfügung stehenden Informationen ausgelesen werden können, wird ein Dolmetscher eingesetzt (in diesem Fall eine plusMETER Bridge) die im Netzwerk einerseits die Kommunikation zur Maschinensteuerung (in der Sprache ProfiNET) herstellt und gleichzeitig mit anderen Systemen in der Sprache (OPC UA) kommuniziert, sowie eine Datenbank im Standardformat MS SQL schreibt. Somit stehen nun sämtliche Informationen, die die Maschinensteuerung kennt sowohl über die Sprache OPC UA zur Verfügung, als auch als digital gespeicherte Information in einer SQL Datenbank vor.
Im zweiten Schritt sollen weitere Sensoren in das System einbezogen werden, die dazu nachträglich installiert werden. Um diese Sensoren direkt in die Hauptsteuerung der Maschine einzubinden wäre eine Umprogrammierung und Erweiterung der Maschinensteuerung durch den Hersteller notwendig. Daher wird ein alternativer Weg gewählt und sämtliche zusätzlich erfassten Sensoren werden von einer zweiten SPS (z.B. einem plusMETER oder einer alternativen Steuerung von B&R, Siemens, etc.) erfasst. Diese zweite Steuerung kommuniziert ebenfalls alle Informationen über die Ethernet Schnittstelle z.B. im TCP/IP oder direkt im OPC UA Format.
In einem dritten Schritt sollen aus einem Kaltlufterzeuger und drei weiteren peripheren Systemen, die jeweils über eine eigene kleine SPS (unterschiedlicher Hersteller) gesteuert werden ebenfalls Daten ausgelesen werden. Da die Kommunikation dabei zwar über unterschiedliche Protokolle (Ethercat, Modbus) erfolgt, die Hardware Schnittstelle aber erneut die Ethernet Schnittstelle ist, kann das Auslesen dieser vier SPS Systeme ebenfalls über den gleichen Dolmetscher (plusMETER Bridge) erfolgen, wie das Auslesen der Hauptmaschinensteuerung. Dazu ist lediglich die Freischaltung der Kommunikationsfeatures für die weiteren Protokolle (Ethercat und Modbus) notwendig.
Zur Konsolidierung sämtlicher Daten wird eine Softwaresystem eingesetzt, welches die gesammelten Daten nicht nur abspeichert und sortiert, sondern gleichzeitig auch deren Visualisierung oder Auswertung ermöglicht. Dazu existieren verschiedene Softwaresysteme am Markt und bieten unterschiedliche Vor- und Nachteile.
Da nun sämtliche Daten aus der Produktion (Shopfloor) in einer zentralen Datenbank (mit einem Standardformat) vorliegen, ist es der IT-Abteilung des Unternehmens über einfache Datenbankabfragen möglich, die Daten aus der Produktion mit den Daten aus dem ERP System zu verknüpfen. So lassen sich weitreichende Verknüpfungen abbilden, die sowohl im ERP selbst angezeigt werden, als auch Visualisierungssystemen in der Produktion über die aktuelle Produktivität und Herstellkosten live informieren können.
Das Schemadiagramm einer solchen Situation (umgesetzt mit Komponenten aus der SHS plusWARE(R) Familie) ist unten dargestellt. Selbstverständlich existieren aber auch andere hardwaretechnische Lösungsmöglichkeiten zu denen wir Ihnen im Falle von Fragen ebenfalls jederzeit gerne mit Rat und Tat zur Seite stehen.
Grundsätzliche Möglichkeiten Sensordaten aus der Produktion abzurufen
- Sofern die Sensoren mit einer Steuerung verbunden sind besteht die Möglichkeit über den oben genannten Weg mit einer Bridge die Informationen aus der Steuerung auszulesen. Dies empfiehlt sich besonders dann, wenn viele Sensordaten ausgelesen werden sollen.
- Sofern nur einzelne Werte ausgelesen werden müssen existiert oft die Möglichkeit, dass Sensorsignal auf dem Weg vom Sensor zur Steuerung “abzuhören”. Die Steuerung bemerkt dabei nicht, dass andere Systeme die gleichen Informationen erhalten und verrichtet weiter ihren Dienst. Solche Signalsplitter sind aber vergleichsweise teuer und eignen sich nicht für alle Signale.
- Zusätzliche Sensorik: teilweise kann es sinnvoll sein zusätzliche Sensorik zu installieren und über ein separates System auszuwerten.
Wenn Sie beim Erscheinen weiterer Artikel informiert werden möchten oder wenn Sie Zugriff auf unseren kostenlosen Downloadbereich erhalten möchten, in dem Sie viele hilfreiche Informationen, Excel-Tools oder Checklisten finden, registrieren Sie sich bitte hier für unseren Verteiler.[:en]
In the course of the current trends towards Industry 4.0 (smart factory), the availability of as much process information as possible is one of the first necessary steps. Process information, machine control parameter and sensor values are generally available to a large extent, but it is often not easily possible to merge data from different sources or to manage this data from a higher level.
In extrusion lines (e.g. pipe, profile, solid rod, plate) or extrusion plants (blown film, blow moulds) there are usually peripherla systems and sensors with their own control units in addition to the actual main line control unit. This can already be a simple control unit of a heating-station or a winder or haul-off, but also the control unit of measurement systems like of millimetre wave sensors or gravimetry. In some cases, these decentralised control units already have interfaces so that communication with the main control unit is possible. In other cases, such systems operate completely autonomously without the main control unit receiving information from these subsystems.
Industry 4.0 scenarios are based on comprehensive data
If the entry into the Industry 4.0 age is planned, one of the first steps is to create the situation that all existing data (+ further necessary data) flow together in a superordinate system. The figure above shows the different information flows that can occur in extrusion systems and lines. In a bidirectional information flow, the main controller receives information from a subsystem and can actively access this subsystem through controllers or other algorithms (e.g. by passing on new set points). In monodirectional communication, the information of a subsystem is communicated to the main controller, so that it is able to visualize the information, for example, but there is no feedback of information to this subsystem, This communication path should only be selected if it is a pure sensor system that does not have any action options anyway. The third case (marked in red) represents the situation when there is no information flow at all. For example, the main controller does not know the air temperature of the cooling air, the volume flow of blowers or pumps, the delta T in cooling section segments, etc.
Why is the merging of data useful and important?
Merging data into a higher-level central system offers advantages, such as:
- Avoidance of walking distances and time delay (e.g. reading values on galleries or at the end of the line)
- Visualization of information that can assist in the parameterization of the process
- Possibility of creating overarching regulations
- Troubleshooting support, as correlations and interactions become more easily visible
- Data storage “fingerprint” of process parameters, traceability of production data
- Use of data evaluation system that go beyond the capabilities/possibilities of machine control
- Prerequisite for the implementation of virtual assistance systems
In order to be able to merge data, the following questions must usually be answered beforehand:
- Where does the data come from?
- How are the data available? What kind of signal is used (e.g. 0-1V, 4-20mA signals) or digital values?
- Which protocol is used for data communication? A protocol is the “language” in which two systems do communicate. Both systems must speak the same language to enable communication (ModBUS, CAN, EtherCAT, Profibus, etc.)
- Which hardware interfaces are used by the systems to be connected? (Hardware interfaces are nowadays mostly Ethernet (LAN) interfaces, but in some cases also serial interfaces or other systems. However, many different “protocols = languages” can be communicated via an Ethernet hardware interface.
- Do the built-in sensors, actuators or the controller use proprietary protocols or interfaces? (Proprietary interfaces are coded by the owner in such a way that the interface can often only be used by the manufacturer. Sometimes this is used as a means of customer retention, since in such cases only the same hardware can be purchased for system expansions.
- How many different signals are to be read out?
- What is the sampling frequency of the individual signals?
System description based on practical and everyday example:
Initial situation:
An extrusion line has a machine control unit that is about 8 years old. A lot of information are already available in the control system and can be visualized there. Peripheral systems such as temperature control units or winders can also be controlled. However, the data from these devices are only displayed in the controller and not used for internal control loops. The machine manufacturer does not grant access to the “program” of the machine control, so changes and extensions to this system are only possible by the machine manufacturer. The machine manufacturer has already been asked, but refers to the purchase of a new and modern machine control system with better communication options.
Target:
The information gathered in the extruder control unit is to be supplemented by further data that have not yet been measured (environmental data such as hall temperature, thermal influence on the extrusion environment, cooling parameters) and higher-level evaluation algorithms shall be used to to evaluate the data live. The current process parameters of the plant and other information from the ERP system (personnel deployment on the line, sales prices) are used to calculate the production costs in € per meter of extruded product. In addition, further subsystems which have their own controls and do not communicate with the main plant control system are also to be evaluated by a higher-level system.
Path of realisation:
First, the machine control of the main control unit is considered. Many different analog signals are already available there and are converted into digital signals in this PLC. The machine control (in this case from the manufacturer Siemens) offers the possibility of communication via the ProfiNET protocol via Ethernet interface. An interpreter (in this case a plusMETER bridge) is used to read out the information available in the machine control system. The interpreter establishes communication with the machine control system (in ProfiNET) in the network and communicates simultaneously with other systems in the language (OPC UA), as well as writing a database in the standard format MS SQL. Thus, all information that the machine control unit “knows” are now available both via the OPC UA language and as digitally stored information in an SQL database.
In the second step, additional sensors are to be integrated into the system, which will be installed subsequently. To integrate these sensors directly into the main control of the machine, reprograming and extension of the machine control by the manufacturer would be necessary. Therefore, an alternative path is selected and all additionally recorded sensors are recorded by a second PLC (e.g. a plusMETER or an alternative controller from B&R, Siemens, etc.). This second controller does also communicat all information via the Ethernet interface, e.g. in TCP/IP or directly in OPC UA format.
In a third step, data is also to be read from a air blower and three other peripheral systems, each controlled by its own small PLC (from different manufacturers). Since the communication takes place via different protocols (Ethercat, Modbus), but the hardware interface is again the Ethernet interface, the readout of these four PLC systems can also take place via the same interpreter (plusMETER Bridge) as the readout of the main machine control. This only requires the activation of the communication features for the other protocols (Ethercat and Modbus).
A software system is used to consolidate all data, which not only stores and sorts the collected data, but also enables its visualization or evaluation at the same time. Various software systems exist on the market and offer different advantages and disadvantages.
Since all production data (shop floor) are now available in a central database (with a standard format), the company’s IT department can link the data from production with the data from the ERP system using simple database queries. In this way, extensive links can be mapped, which can be displayed in the ERP itself, as well as visualization systems in production can provide live information about current productivity and manufacturing costs.
The schematic diagram of such a situation (implemented with components from the SHS plusWARE® family) is shown below. Of course, there are also other hardware solutions available.
Basic possibilities to retrieve sensor data from production
- If the sensors are connected to a controller, it is possible to read the information from the controller via the above-mentioned path with a bridge. This is particularly recommended if a large amount of sensor data is to be read out
- If only individual values need to be read out, it is often possible to “monitor” the sensor signal on its way from the sensor to the controller. The controller does not notice that other systems receive the same information and continues its service. However, such signal splitters are comparatively expensive and are not suitable for all signals.
- Additional sensors: in some cases it may make sense to install additional sensors and evaluate them via a separate system.
If you are interested in further information or if you want to be kept informed about new articles, please register for our newsletter and our free download area.[:]