[:de]Wofür benötige ich eigentlich eine Stützluftregelung in der Extrusion?[:en]Why do I actually need a support air control or internal pressure control in extrusion?[:]
[:de]Bei der Herstellung von Profilen und Schläuchen mit innenliegenden Hohlkammerstrukturen wird häufig mit sogenannter Stützluft gearbeitet. Hierbei wird ein Luftvolumenstrom durch das Werkzeug in das Innere der Hohlkammern oder Lumen geblasen, damit diese nicht zusammenfallen. Die Außenoberflächen der Extrudate werden meist mittels Unterdruck (Vakuum) an die Oberflächen der Kalibrierung gezogen. Die Kammern im Inneren der Extrudate können so jedoch nicht erreicht werden, daher gestaltet sich die Kontrolle der Innengeometrie während des Abkühlvorganges als große Herausforderung. Die aktive Regelung des Stützluftvolumenstromes bzw. Innendruckes in den einzelnen Kammern mit geeigneter Hard- und Software ist ein erprobter Lösungsansatz für diese Problemstellung.
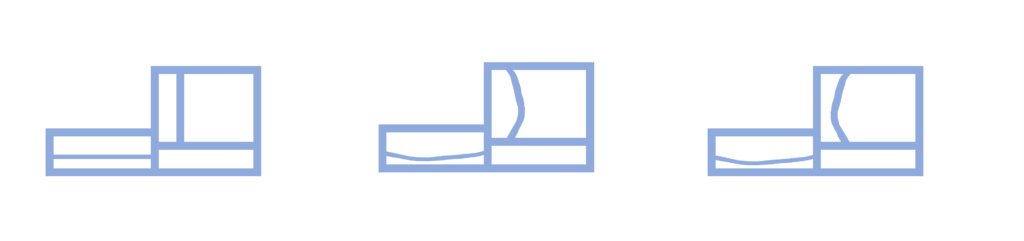
Als Hohlkammerprofil werden Kunststoffprofile bezeichnet die im Inneren eine oder mehrere Kammern besitzen die Luft einschließen. In der folgenden Abbildung ist eine beispielhafte Profilgeometrie dargestellt. Das linke Bild zeigt die eigentlich gewünschte Soll-Geometrie des Profils. Die Innenbereiche des Profils werden in der Regel nicht kalibriert, da konventionelle Kalibrierungen lediglich die Kontur der Außenoberfläche vorgeben. Somit können in der Praxis eine Vielzahl von Störungen auftreten und so die Form und Lage der inneren Stege signifikant beeinflussen. Diese Beeinflussungen sind beispielhaft im mittleren und rechten Bild dargestellt. Zu den Störgroßen gehören unter anderem:
- Geringe Schwankungen im Massedurchsatz des Extruders
- Schwankungen in den Fließeigenschaften der eingesetzten Polymere
- Veränderung der Temperatur der Stützluft
- Veränderung des Volumenstroms der Stützluft, weil Kanäle durch Ablagerungen oder Schmelzespritzer verstopfen
- Einfluss der Schwerkraft, auch abhängig von der Ausrichtung der Düse
- Schwankungen des Innedruckes auf Grund von Trenn- bzw. Schneidvorgängen
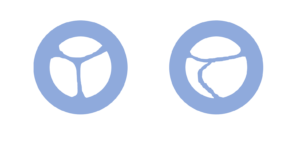
Diese Aussagen lassen sich so auch auf die Herstellung von Schläuchen mit unterschiedlichen Kammern (Multi-Lumen-Schläuche) übertragen. Es handelt sich um die selben Mechanismen und Störgrößen. Analog zu der obenstehenden Beschreibung sind die möglichen Einflüsse in der folgenden Abbildung dargestellt.
In der Praxis werden unterschiedliche Strategien verfolgt, um die verschiedenen Störeinflüsse abzustellen. Zur Kompensation des Einflusses der Schwerkraft wird teilweise der Ansatz verfolgt bei auftretenden Problemen die Fließkanäle im Inneren des Werkzeuges mit einer Balligkeit in die des Durchhängens horizontaler Stege entgegengesetzte Richtung zu versehen. Unabhängig davon wie die Innenstege ausgerichtet sind, besteht durch die manuelle Vorgabe von Stützluft die Möglichkeit die Position bzw. Kontur der Innenstege zu beeinflussen. Besteht lediglich die Möglichkeit die Stützluft zu steuern (beispielsweise über einen manuell zu bedienenden Druckminderer) wird während des Anfahrvorgangs meist iterativ nach der korrekten Einstellung gesucht und diese Einstellung dann lediglich über eine Vermessung der Innenstege im Rahmen von Qualitätsprüfungen kontrolliert. Der große Nachteil dieser Ansätze besteht darin, dass währende der Produktion auftretende Störungen nicht automatisch ausgeregelt werden können. Meist fallen diese dann erst nach einiger Zeit auf und müssen wiederum durch iteratives Vorgehen abgestellt werden. Es ist leicht vorstellbar, dass so hohe Ausschussmengen entstehen können und die Prozessstabilität negativ beeinfluss wird.
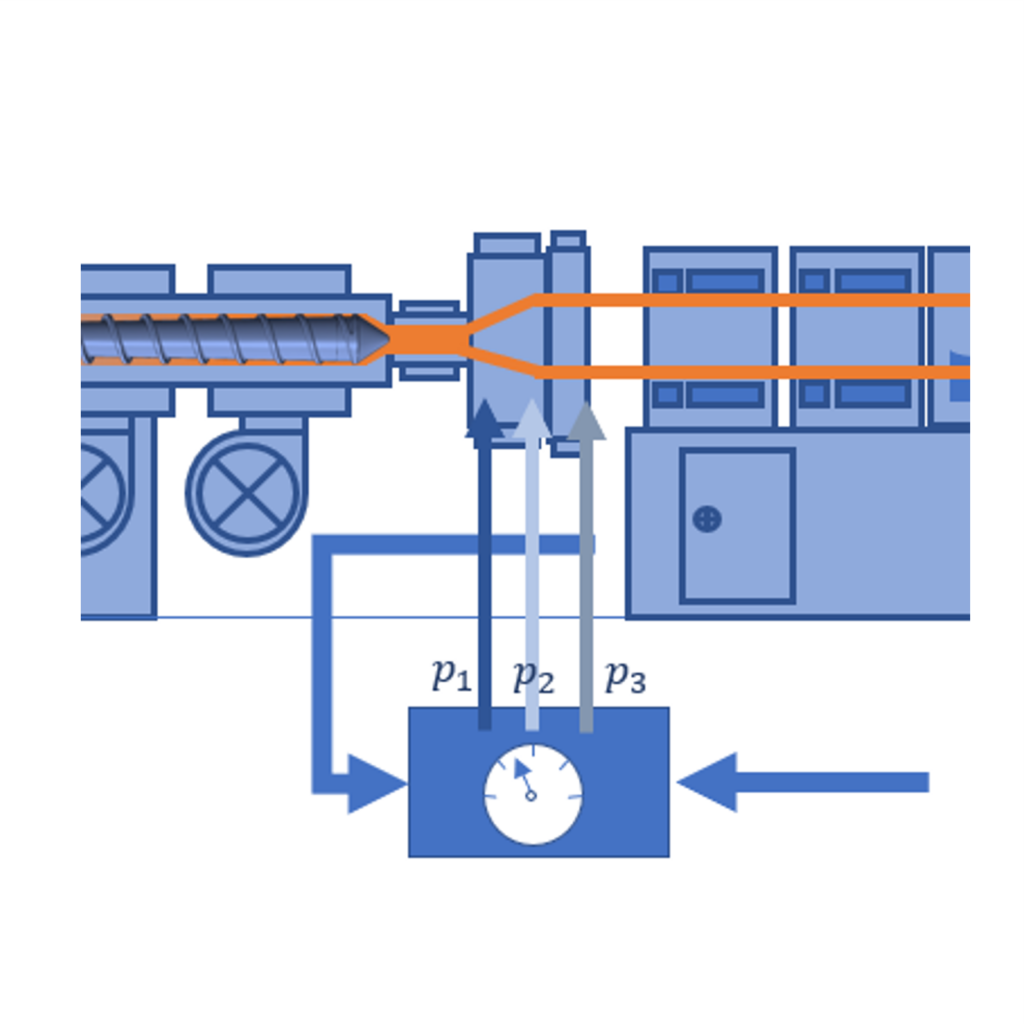
Wird die Stützluft bzw. der Innendruck in den einzelnen Hohlkammer dagegen kontinuierlich eingeregelt, so kann eine nahezu konstante Kontur bzw. Geometrie der Innenstege gewährleistet werden. Die folgende Abbildung zeigt den prinzipiellen Aufbau solche Systeme.
Die kontinuierliche Messung der lokalen Luftdrücke und Volumenströme in den einzelnen Kammern wird verwendet, um einen geschlossenen Regelkreis unter Verwendung von moderne piezo-elektrische Proportional-Regelventilen als Stellglied aufzubauen. Abhängig von der konkreten Umsetzung ist es so möglich, entweder einen möglichst konstanten Innendruck in jeder einzelnen Kammer einzuregeln, oder einen möglichst konstanten Volumenstrom. Die Auswahl, welche Größe als Soll-Wert vorgegeben werden sollte, ist abhängig vom konkreten Anwendungsfall. Der Vorteil moderner Systeme zur Stützluftregelung besteht unter anderem darin, dass zwischen beiden Szenarien beliebig gewechselt werden kann. So bietet es sich beispielsweise in dynamischen Prozessen mit hohen Extrusionsgeschwindigkeiten und geringen Halbzeuglängen an, den Innendruck der Kammern einzuregeln. In der Regel werden diese Prozesse durch das Verschließen der Hohlkammern im Moment des Schneidevorgangs dominiert. Bei größeren Profilen ist es jedoch meist zielführender den Volumenstrom vorzugeben, da dieser auch in der Theorie bei der Werkzeug- und Kaliber-Auslegung bereits sehr exakt berechnet werden kann. Dies hat dann bei der Anzahl der Iterationsschleifen bei Abmusterungen einen deutlichen Vorteil.
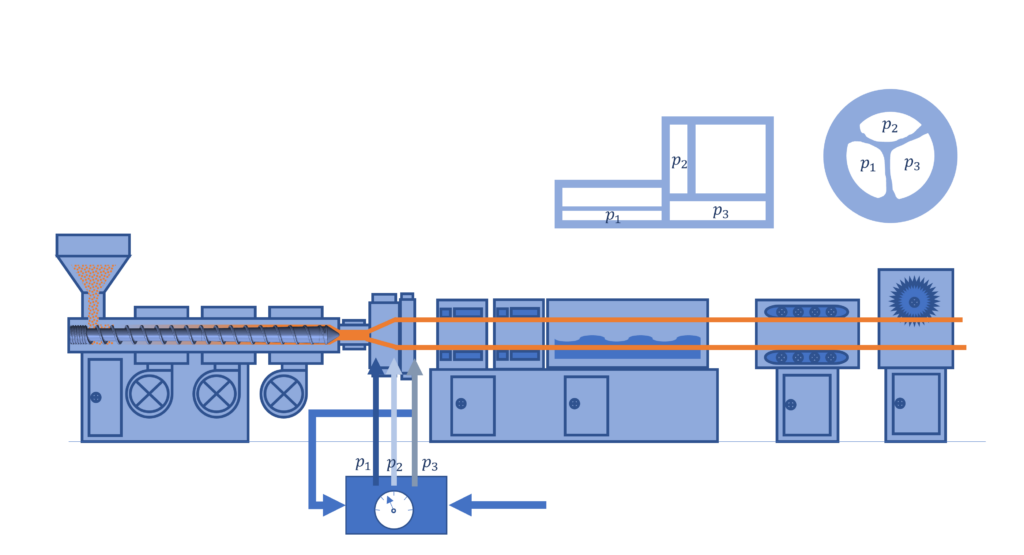
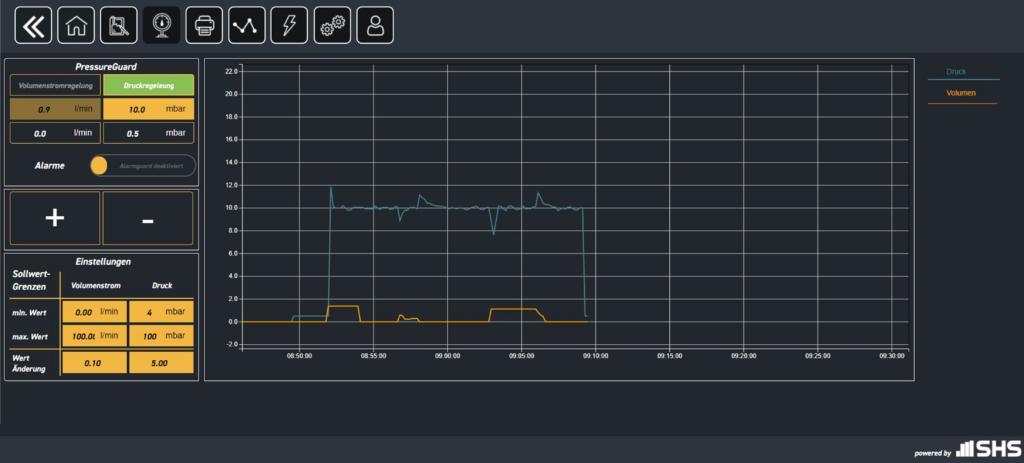
In der folgenden Abbildung sehen Sie eine beispielhafte Visualisierung eines solchen Systems. Durch die zusätzliche Aufzeichnung und grafische Darstellung der Messwerte (Druck und Volumenstrom), bestehen weitere Möglichkeiten der Beurteilung der Prozessstabilität und Dokumentation.
Sollten Sie vor der Herausforderung stehen, die Geometrie von Innenstegen oder einzelner Lumen exakt, stabil und reproduzierbar herstellen zu können, so sollten Sie die Möglichkeit der automatisierten Regelung der Stützluft in Erwägung ziehen.
Gerne können Sie uns bei konkreten individuellen Problemstellungen zu diesem Thema ansprechen!
Melden Sie sich hier (kostenlos) als Premiummitglied an und erhalten Sie Zugang zu unserem Downloadbereich. Dort finden Sie verschiedene Excel-Tools sowie andere Hilfsmittel und Checklisten. Zudem bleiben Sie als Premium-User stets informiert über neue Beiträge.[:en]When producing profiles and tubes with internal hollow chamber structures, so-called supporting air is often used. Here, a volume of air is blown through the die into the interior of the hollow chambers or lumens so that they do not collapse. The outer surfaces of the extrudates are usually drawn to the surfaces of the calibration by means of negative pressure (vacuum). However, the chambers inside the extrudates cannot be reached in this way, so controlling the internal geometry during the cooling process is a major challenge. Active control of the supporting air flow rate or internal pressure in the individual chambers with suitable hardware and software is a tried and tested approach to solving this problem.
Hollow chamber profiles are plastic profiles that have one or more chambers inside that enclose air. The following illustration shows an exemplary profile geometry. The left picture shows the desired geometry of the profile. The inner areas of the profile are usually not calibrated, as conventional calibrations only specify the contour of the outer surface. Thus, in practice, a multitude of disturbances can occur and thus significantly influence the shape and position of the inner ridges. These influences are exemplarily shown in the middle and right picture. The disturbance sizes include, among others:
- Low fluctuations in the mass throughput of the extruder
- Variations in the flow properties of the polymers
- Change in the temperature of the supporting air
- Change in the volume flow of the supporting air because channels are blocked by deposits or melt splashes
- Influence of gravity, also dependent on the orientation of the die
- Fluctuations of the internal pressure due to the cutting processes
These statements can thus also be transferred to the production of tubes with different chambers (multi-lumen tubes). The same mechanisms and disturbance variables are involved. Analogous to the above description, the possible influences are shown in the following figure.
In practice, different strategies are pursued to eliminate the various disturbing influences. To compensate for the influence of gravity, the flow channels inside the mould are sometimes provided with a crown in the opposite direction to the sagging of the horizontal webs. Regardless of how the inner webs are aligned, it is possible to influence the position or contour of the inner webs by manually providing supporting air. If it is only possible to control the supporting air (e.g. via a manually operated pressure reducer), the correct setting is usually searched for iteratively during the start-up process and this setting is then only checked by measuring the inner webs as part of quality inspections. The major disadvantage of these approaches is that faults that occur during production cannot be automatically corrected. In most cases, they only become apparent after some time and have to be eliminated through an iterative process. It is easy to imagine that this can lead to high reject rates and have a negative impact on process stability.
If, the supporting air or the internal pressure in the individual hollow chambers is continuously adjusted, an almost constant contour or geometry of the inner webs can be guaranteed. The following illustration shows the basic structure of such systems.
The continuous measurement of the local air pressures and volume flows in the individual chambers is used to set up a closed control loop using modern piezo-electric proportional control valves as actuators. Depending on the specific implementation, it is thus possible to control either an internal pressure that is as constant as possible in each individual chamber, or a volume flow that is as constant as possible. The choice of which value should be specified as the setpoint depends on the specific application. One of the advantages of modern systems for supporting air control is that it is possible to switch between the two scenarios as desired. For example, in dynamic processes with high extrusion speeds and short semi-finished product lengths, it makes sense to regulate the internal pressure of the chambers. As a rule, these processes are dominated by the closing of the hollow chambers at the moment of cutting. With larger profiles, however, it is usually more expedient to specify the volume flow, as this can also be calculated very precisely in theory during tool and calibre design. This then has a clear advantage when it comes to the number of iteration loops during sampling.
The following figure shows an exemplary visualisation of such a system. The additional recording and graphic representation of the measured values (pressure and volume flow) provide further possibilities for assessing process stability and documentation.
If you are faced with the challenge of being able to produce the geometry of inner webs or individual lumens precisely, stably and reproducibly, you should consider the possibility of automated control of the supporting air.
Please feel free to contact us if you have specific individual problems on this topic!
Register here (free of charge) as a premium member and gain access to our download area. There you will different tools, checklists, etc. In addition, as a Premium user you will always be informed about new contributions.[:]