[:de]Wie sich Rohrendeneinfall vermeiden lässt ohne zu tempern[:en]How to avoid the collapsing of pipe ends without annealing – part 1[:]
[:de]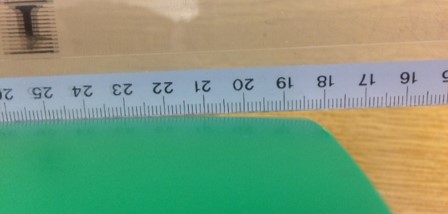
Rohrendeneinfall ist eines der häufigsten Probleme bei der Extrusion von Rohren und tritt insbesondere dann auf, wenn auf den Produktionslinien hohe Produktionsgeschwindigkeiten angefahren werden. Die Gründe für die geometrische Formänderung sind Eigenspannungen. Die Reduktion des Problems ist oft mit einfachen Mitteln möglich.
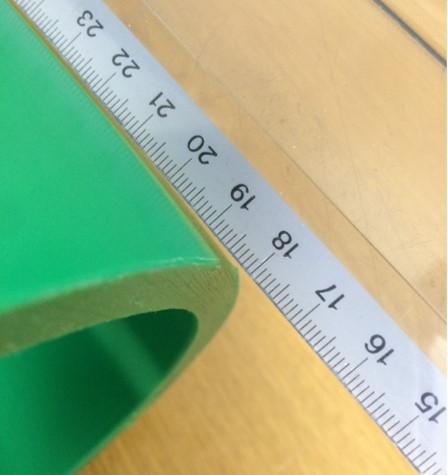
Als Rohrendeneinfall bezeichnet man die Verringerung des Aussen- und Innendurchmessers eines Rohres an den Enden eines Rohres – das Rohrende “fällt ein”. Meist tritt dieses Phänomen einige Minuten bis einige Stunden nach dem Ablängen des Rohres auf und stellt ein großes Qualitätsproblem dar. Rohre mit hohem Rohrendeneinfall lassen sich auf der Baustelle oft nicht verarbeiten (z.B. schweißen, Muffen einstecken) und zudem stellt der reduzierte Querschnitt eine ungewolltes Hindernis für strömende Medien dar. Aber auch in anderen Anwendungsbereichen für Rohre, beispielsweise dem Einsatz als Wickelhülse ist der Rohrendeneinfall ein großes Problem.
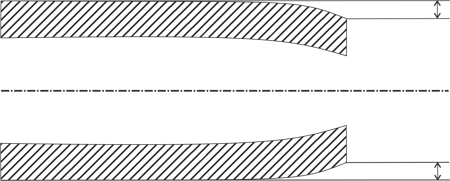
Abbildung: Schematische Darstellung eines Rohres mit Rohrendeneinfall
Rohrendeneinfall einfach abschneiden?
Viele werden schon versucht haben, den Bereich in dem das Rohr eingefallen ist einfach abzuschneiden. Leider werden Sie aber auch festgestellt haben, dass diese Methode in den allermeisten Fällen das Problem nicht beheben kann. Der Einfall des Rohrendes wird nämlich an der neuen Schnittstelle erneut auftreten (es sei denn es liegen größere Zeiträume dazwischen und das Material konnte zwischenzeitlich “relaxieren”).
Was sind die Ursachen für Rohrendeneinfall?
Die Ursache für den Rohrendeneinfall sind Eigenspannungen im Rohr, die während der Abkühlung der Schmelze im Bereich der Kühlstrecke im Rohrquerschnitt aufgebaut werden. Das Produkt weist somit innere Spannungen auf, obwohl es äußerlich nicht belastet wird. Die Ausbildung solcher Eigenspannungen (tangential und axial) wird über verschiedene Prozesse beeinflusst. Dazu gehören die thermische Kontraktion (insbesondere bei teilkristallinen Kunststoffen), die Reaktionsschwindung (insbesondere Duromere) sowie die Medienaufnahme, oder -abgabe. Die häufigste Ursache ist jedoch ein ungleichmäßiges Abkühlen des Produktes über den Produktquerschnitt was aufgrund der extrem schlechten Wärmeleitfähigkeit des Kunststoffes kaum vermeidbar ist.
Wie entstehen die Eigenspannungen?
Bei außenkalibrierten Rohren (ohne aktive Kühlung der Rohrinnenseite) wird im Abkühlprozess zunächst die Außenwand des Rohres stark gekühlt. Aufgrund einer fehlenden Kühlung an der Rohrinnenseite und der sehr schlechten Wärmeleitfähigkeit des Kunststoffes verbleiben die inneren Bereiche des Rohres noch lange auf einem hohen Temperaturniveau. Bei der Abkühlung von Kunststoffen verringert sich deren spezifisches Volumen (die Dichte nimmt zu). Bei teilkristallinen Materialien ist dieser Effekt aufgrund der Ausbildung der kristallinen Bereiche (Bereiche mit höchster Dichte) besonders stark ausgeprägt.

Die Außenwand des Rohres ist bereits so kalt, dass diese erstarrt ist. Dort befinden sich keine beweglichen Kunststoffmoleküle mehr. Im Inneren des Rohres schwindet das Material, die Molekülketten lagern sich um und geraten in engere Abstände zueinander- die Dichte (ggf. auch Kristallinität) nimmt zeitgleich zu. Das Material an der Innenseite zieht sich sozusagen zusammen, der innere Rohrdurchmesser wächst und es entstehen Zugspannungen. Diese Zugspannungen führen dazu, dass die äußeren Bereiche, die bereits erkaltet und unbeweglich sind, mit Druckspannungen beaufschlagt werden. So resultiert das in der Abbildung gezeigte Verhältnis zwischen Druck- und Zugspannungen im Rohrquerschnitt.
Eigenspannungen befinden sich in einem Produkt immer im Gleichgewicht (Betrag der Zugspannung ist identisch zum Betrag der Druckspannungen). Wäre dieser Gleichgewichtszustand nicht vorhanden, würde das Produkt sich geometrisch deformieren. Im Falle des extrudierten Rohres gilt diese Gleichgewichtssituation ebenfalls uneingeschränkt.
Beim Ablängen des Produktes wird jedoch ein Teil des Produktes entfernt. Das neu entstandene Produkt (das kürzere Rohr) hat eine andere Geometrie. Das Produkt befindet sich somit hinsichtlich der Spannungssituation nicht mehr im Gleichgewicht und reagiert mit einer sponatenen oder auch über die Zeit wirksam werdenden Verformung – der Rohrendeneinfall entsteht.
Werden Eigenspannungen nicht mit der Zeit abgebaut?
Eigenspannungen bauen sich mit der Zeit von alleine ab. Dieser Vorgang (genannt: Relaxation) erfolgt allerdings in extrem langsamer Fortschreitung und kann im Falle von extrudierten Rohren oft Jahre oder Jahrzente andauern. Sehr viel schneller geht die Relaxation von statten, wenn die Produkte auf ein erhöhtes Temperaturniveau erwärmt werden. So sind die Molekülketten im Kunststoff wieder beweglich und können sich leicht und schnell so umlagern, dass geringere Spannungen resultieren. Beschrieben wird dieses Verhalten mit dem Begriff “Zeit-Temperatur-Verschiebungsprinzip”, was besagt, dass Effekte die erst nach langen Zeiträumen auftreten durch Aufwärmen auf hohe Temperaturen ebenfalls erreicht werden können (vereinfacht ausgedrückt).
Dieses Prinzip wird bei extrudierten Produkten häufig eingesetzt um Eigenspannungen zu reduzieren. Dabei werden die produzierten Kunststoffprodukte in einem Temperofen gelagert, in dem für definierte Zeiträume das Produkt bei einer erhöhten Temperatur warm gelagert wird. Wichtig ist dabei, dass die Temperatur sowie auch die Zeit dem Material und der Geometrie (insbesondere Wandstärke) des Produktes angepasst sind. Ansonsten kann es vorkommen, dass nur die äußeren Randbereiche des Produktes erwärmt werden, wohingegen der Kern des Produktes aufgrund der schlechten Wärmeleitfähigkeit kalt bleibt. Dieser Effekt tritt natürlich besonders dann auf, wenn es sich um dickwandige Produkte handelt (z.B. dickwandige Rohre, Vollstäbe, Platten, Flachstäbe, etc.). Die Temperzeiten können dann teilweise mehrere Stunden bis hin zu vielen Tagen betragen, was die Produktivität und die Herstellkosten des Produktes natürlich immens beeinflussen kann.
Lässt sich Rohrendeneinfall reduzieren ohne zu tempern?
Es gibt unterschiedliche Möglichkeiten, den Rohrendeneinfall zu reduzieren, ohne die kostenintensiven und langwierigen Temperprozesse nutzen zu müssen. Besonders wichtig ist dabei, dass Produkt möglichst schonend und gleichmäßig abzukühlen, so dass die Eigenspannungen gar nicht erst entstehen. Dazu geeignete Möglichkeiten sind:
- Anpassung der Prozessparameter in der Kühlstrecke (Kühltanktemperaturen)
- Anpassung im Aufbau der Kühlstrecke (Vermeidung von aneinander geschraubten Kühltanks, Ermöglichung von “Inline-Temperstrecken”)
- Einsatz von Heizungen oder Isolierungen im Bereich der Kühlstrecke zum gezielten Eigenspannungsabbau
- Einsatz einer zusätzlichen (Innen-)Kühlung zur Erreichung einer homogeneren Abkühlsituation
- Materialauswahl
Zur Auswahl der bestmöglich geeigneten Methode ist die Durchführung einer Abkühlberechnung des Produktes sehr hilfreich. In unserem Downloadbereich finden Sie ein ausführlich dokumentieres Praxisbeispiel inklusive Simulationsergebnissen zur Realisierung eines Inline-Temperprozesses und zur vollständigen Vermeidung eines nachträglichen Temperprozesses.
Hier gelangen Sie zum zweiten Teil zu diesem Thema inklusive Simulationsergebnissen.
Lassen Sie sich hier für unseren kostenlosen und unverbindlichen Downloadbereich freischalten und laden Sie sich eine computergestützte Eigenspannungssimulation herunter.
[:en]
Collapsing of pipe ends is one of the most common problems in the extrusion of pipes and occurs especially when high production speeds areused on the production lines. The reasons for the geometric shape deformations are internal stresses. The reduction of the problem is often possible with simple means.
Collapsing of pipe ends is the reduction of the outer and inner diameter of a pipe at the ends of a pipe – the pipe end “collapses”. This phenomenon usually occurs a few minutes to a few hours after the pipe has been cut to length and poses a major quality problem. Pipes with high pipe end collapsing often cannot be processed on the construction site (e.g. welding, inserting sleeves) and the reduced cross-section also represents an unintentional obstacle for flowing media. However, pipe end collapsing is also a major problem in other areas of application for tubes, for example as winding-cores.
Illustration: Schematic representation of a pipe with collapsing of pipe ends
Simply cut off the pipe end incidence?
Ofte it is tried to simply cut off the area where the pipe collapses. Unfortunately, you will notice that this method cannot solve the problem in most cases. The collapsing of the pipe end will occur again at the new interface (unless there are longer periods in between and the material could “relax” in the meantime).
What are the causes of pipe end incidence?
The cause of the pipe endcollapsing are residual stresses in the pipe, which are built up in the pipe cross-section during the cooling of the melt in the area of the cooling section. This means that the product has internal stresses, althoughthere is no externa load on the product. The formation of such residual stresses (tangential and axial) is influenced by various processes. These include thermal contraction (especially with semi-crystalline plastics), reaction shrinkage (especially duromers) and media absorption or release. However, the most common cause is an uneven cooling of the product over the product cross-section, which can hardly be avoided due to the extremely poor thermal conductivity of the plastic.
How do the residual stresses arise?
In the case of externally calibrated tubes (without active cooling of the tube inner side), the outer wall of the tube is cooled strongly during the cooling process. Due to the lack of cooling on the inside of the pipe and the very poor thermal conductivity of the plastic, the inner areas of the pipe remain at a high temperature level for a long time to come. As plastics cool down, their specific volume decreases (the density increases). With semi-crystalline materials, this effect is particularly pronounced due to the formation of the crystalline areas (areas with the highest density).
The outer wall of the pipe is already so cold that it has solidified. The plastic molecules in this area are no more moving. Inside the tube, the material shrinks, the molecular chains move around and get closer to each other – the density (possibly also crystallinity) increases at the same time. The material on the inside contracts, so to speak, the inner pipe diameter grows and tensile stresses are created. These tensile stresses result in compressive stresses being applied to the outer areas which are already cold and immobile. This results in the ratio between compressive and tensile stresses in the pipe cross-section shown in the figure.
Residual stresses are always in equilibrium in a product (the amount of tensile stress is identical to the amount of compressive stresses). If this state of equilibrium would not be given, the product would deform geometrically. In the case of the extruded pipe, this equilibrium situation also applies without restriction.
Nevertheless, while cutting the product a part of the product is removed. The new product (the shorter tube) has a different geometry. The product is therefore no longer in equilibrium with regard to the stress situation and reacts with a spontane deformation or deformation that becomes effective over time – the tube end incidence occurs.
Aren’t the residual stresses reduced over time?
Residual stresses are automatically reduced over time. However, this process (called relaxation) takes place extremely slowly and can often take years or decades in the case of extruded pipes. Relaxation is much faster when the products are heated to an elevated temperature level. This allows the molecular chains in the plastic to move again and they can easily and quickly rearrange themselves in such a way that lower stresses result. This behavior is described by the term “time-temperature shift principle”, which means that effects that only occur after long periods of time can also be achieved by heating to high temperatures (to put it simply).
This principle is often used in extruded products to reduce residual stresses. The plastic products produced are stored in a tempering (annealing) furnace in which the product is stored at an elevated temperature for defined periods of time. It is important that the temperature and also the time are adapted to the material and the geometry (especially wall thickness) of the product. Otherwise, only the outer edge areas of the product may be heated, whereas the core of the product remains cold due to its poor thermal conductivity. This effect occurs especially when thick-walled products are involved (e.g. thick-walled tubes, solid rods, plates, flat rods, etc.). The annealing times can then sometimes amount to several hours up to many days, which can of course have an immense influence on the productivity and the manufacturing costs of the product.
Can the collapsing of pipe ends be reduced without annealing?
There are various ways to reduce the pipe end collapsing without having to use the cost-intensive and time consuming annealing processes. It is particularly important to cool the product as gently and evenly as possible so that the residual stresses do not occur in the first place. Suitable ways to do this are:
- Adjustment of the process parameters in the cooling section (cooling tank temperatures)
- Adaptation in the design of the cooling section (avoidance of cooling tanks bolted together, enabling “inline annealing sections”
- Use of heaters or insulation in the area of the cooling section for targeted reduction of residual stress
- Use of additional (internal) cooling to achieve a more homogeneous cooling situation
- Choice of materials
In order to select the best possible method, it is very helpful to carry out a cooling calculation of the product. In our download area you will find a fully documented practical example including simulation results for the realization of an inline tempering process and for the complete avoidance of a subsequent tempering process.
Here you can find the 2nd part of this article, inculding simulation results.
If you would like to be kept informed about updates and new articles on this page, you can register for our newsletter and you will also recieve free access to our internal download area.[:]