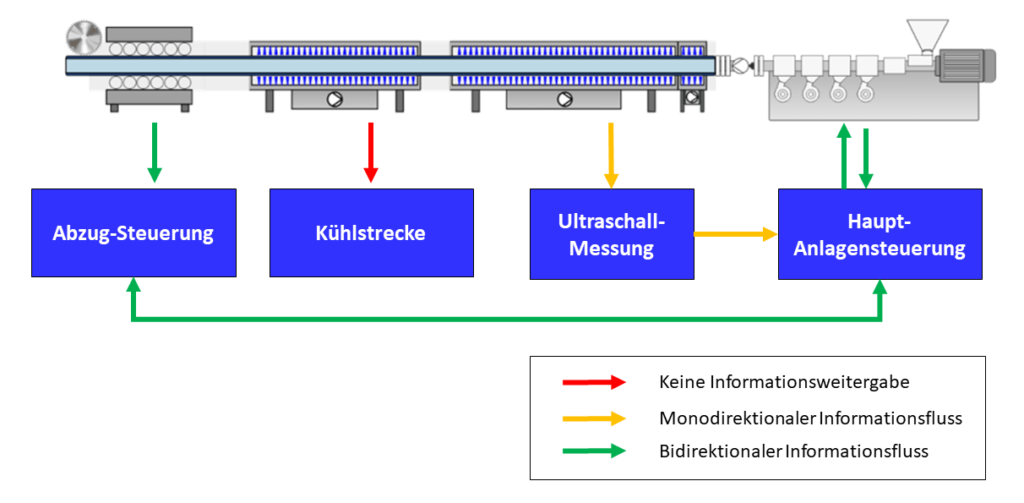
[:de] Im Zuge des aktuellen Trends in Richtung Industrie 4.0 ist das Vorhandensein möglichst vieler Prozessinformationen einer der ersten notwendigen Schritte. Prozessinformationen, Stellgrößen und Sensorwerte sind in aller Regel in umfangreichem Maße vorhanden, jedoch ist das Zusammenführen von Daten aus unterschiedlichen Quellen oder eine übergeordnete Verwaltung dieser Daten oft nicht ohne weiteres möglich. In Extrusionslinien […]